ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
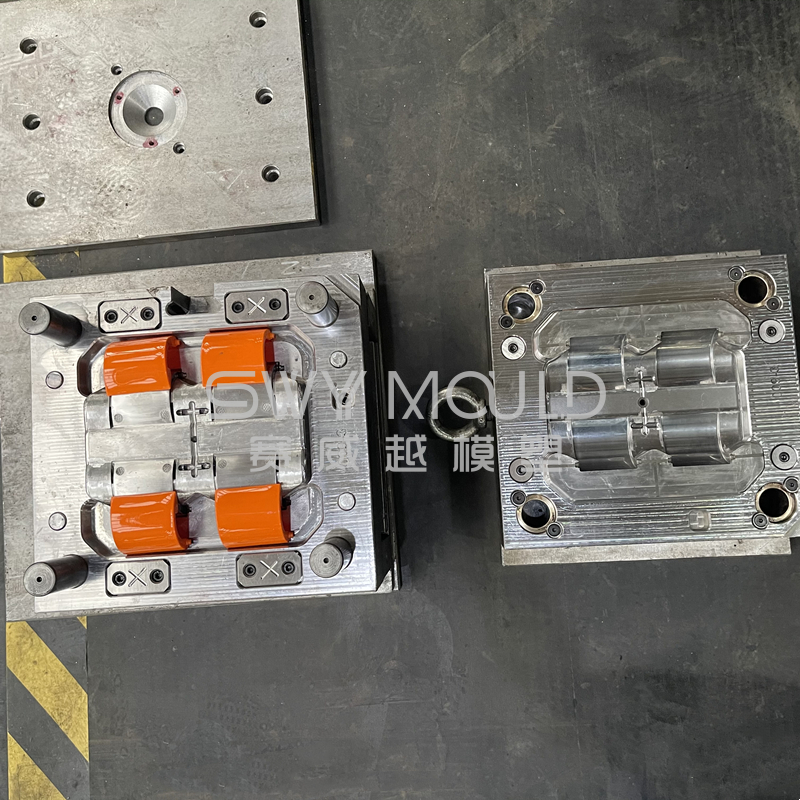
Название проекта: форма дочерних строительных блоков
Сталь пресс-формы: P20
Основание пресс-формы: 45 #
Полость: в зависимости от размера образца и вместимости машины
Размер: по образцу
Режим формы: литье под давлением
Срок выполнения: 45 дней
Многие клиенты прислали нам образцы строительных блоков или конструкции для предложения, но в конце концов проект пресс-формы был отменен, потому что наша цена выше, и они купили пресс-формы для строительных блоков у другого поставщика. Но несколько месяцев спустя они вернулись и рассказали нам, почему его строительные блоки непостоянны, какие-то тугие, а некоторые неплотные. SWY Mold попросила нашего клиента прислать нам дизайн пресс-формы от другого поставщика, мы обнаружили фатальную проблему - бегунок не сбалансирован.
Методы проектирования системы направляющих пресс-форм для пластиковых строительных блоков
Дизайн бегунов предполагает несколько компромиссов:
1. Система направляющих должна быть компактной, чтобы минимизировать объем переделок.
2. Бегуны должны подавать расплав, сохранивший максимальное количество тепла, чтобы полностью заполнить полость.
3. В то же время направляющие должны быстро остывать после подачи расплава, чтобы облегчить выталкивание.
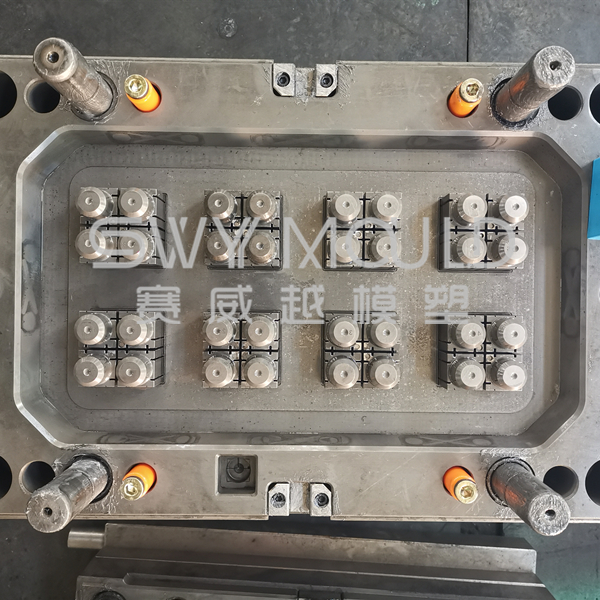
Если расстояния потока от литника до различных полостей равны, система литников сбалансирована. Поскольку сбалансированные системы направляющих способствуют равномерности плавления между полостями, легче поддерживать допуски на размеры. Несбалансированные системы могут вызывать колебания резонатора. (см. картинку ниже)

Иногда балансировка беговой системы и минимизация конфликта длины бегунов. В большинстве случаев лучше согласиться с дополнительной доработкой и использовать более сбалансированную систему. Повышенное давление впрыска может быть недостатком в сбалансированных системах с более длинными рабочими колесами и большим числом оборотов.
Давление может быть уменьшено за счет увеличения размеров рабочего колеса, тем самым преобразовав штраф за давление в штраф за доизмельчение. В схеме «H» поперечина «H» - это основная направляющая, питаемая от литника. Его диаметр должен быть на 1,6 мм (0,0625 дюйма) больше, чем у направляющей, которую он питает. Эти полозья, в свою очередь, должны быть на 1,6 мм (0,0625 дюйма) больше, чем полозья ответвления, питающие ворота.
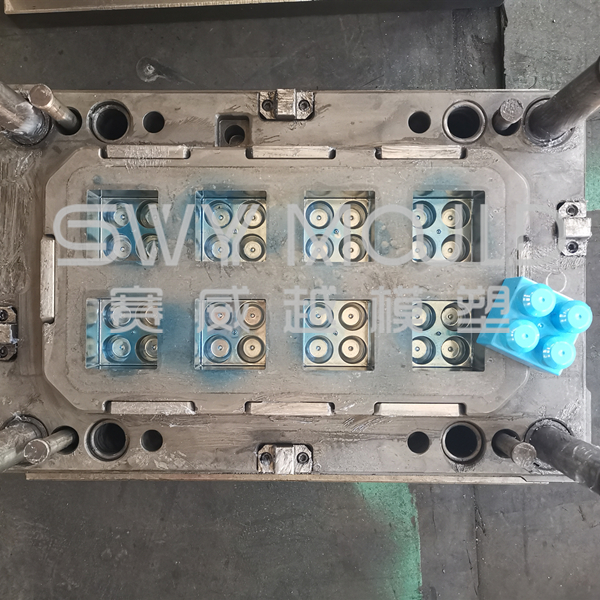
По возможности предпочтительны бегуны с полным кругом. Они обеспечивают минимальную площадь поверхности на единицу объема, поэтому имеют минимальные перепады давления и уменьшенные тепловые потери. Для большинства деталей направляющая ветви должна быть не меньше толщины самой тяжелой части детали, не менее 2,3 мм (0,090 дюйма) и не обязательно более 9,5 мм (0,375 дюйма). (см. картинку ниже)

Трапециевидные направляющие приемлемы, если отношение глубины к ширине составляет примерно 2: 3, например, 4,8 мм в глубину на 6,3 мм в ширину (0,188 дюйма в глубину на 0,25 дюйма в ширину). Трапециевидные направляющие часто используются в трехпластинчатых формах.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.