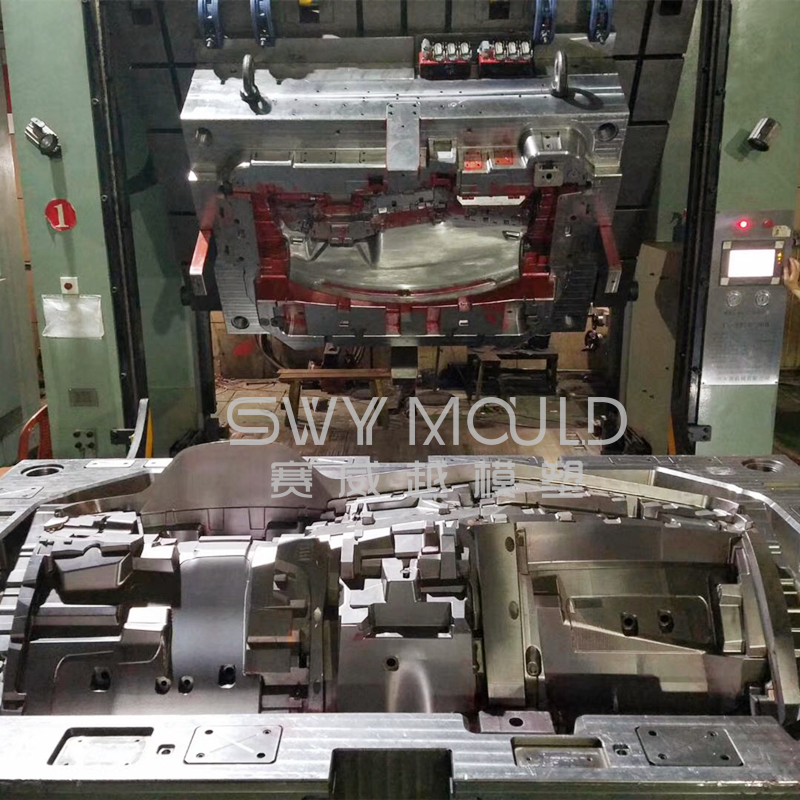
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

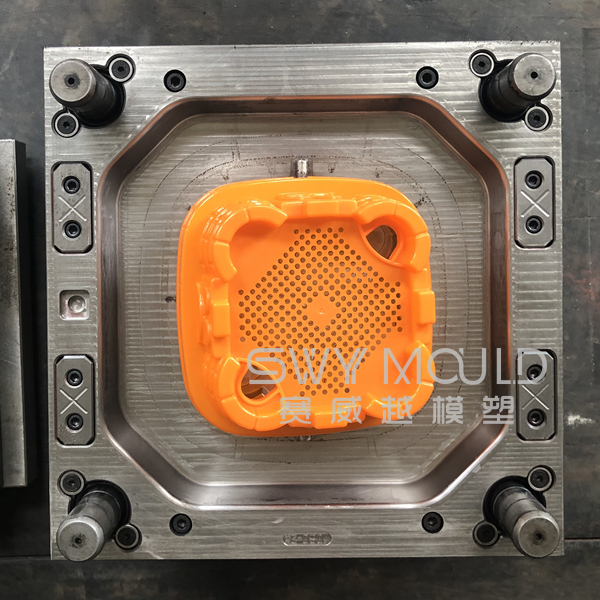

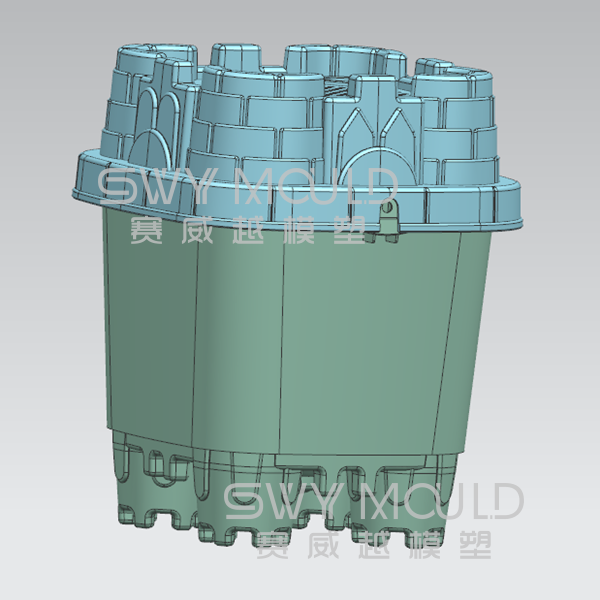

Размер крышки: 170 * 170 * 65 мм
Материал крышки: ПП
Материал пресс-формы: 2344 вакуумная закалка
Основание пресс-формы: 60 #
Система впрыска: горячеканальный 1 наконечник
Размер формы: 350 * 400 * 415 мм
Вес формы: 335 кг
Термопластавтомат: высокоскоростной станок 200Т
Метод работы: сбор с помощью руки робота.
Скорость впрыска влияет на процесс литья под давлением.
Скорость впрыска относительно давления впрыска показывает U-образную кривую. Если скорость впрыска слишком низкая, потери тепла будут больше, чем тепловыделение, что приведет к падению температуры потока, увеличению вязкости и утолщению слоя затвердевания. Таким образом, сопротивление потоку, а также давление впрыска возрастут.
С другой стороны, когда скорость литья под давлением высока, низкая температура будет повышаться, вязкость будет уменьшаться, а слой затвердевания станет тоньше. Однако трение между слоем затвердевания и слоем потока будет значительно увеличиваться, что приведет к увеличению давления впрыска. Давление нагнетания будет минимальным, если скорость потока в полости постоянна.
Для высокоскоростной пресс-формы очень важно время цикла. Как ключ к сокращению времени цикла, наиболее важным является создание хорошей системы охлаждения.
Определение системы охлаждения пресс-формы
Система охлаждения пресс-формы: AKA. система контроля температуры пресс-формы
1. Нагрейте или охладите форму, чтобы поддерживать ее температуру в разумных пределах.
2. Охлаждающая среда пресс-формы: вода, масло, бериллиевая медь (BeCu), воздух и т. Д.
3. Способы нагрева пресс-формы: горячая вода, пар, горячее масло, нагревательный стержень и т. Д.
Влияние температуры пресс-формы на различные пластмассы
1. Для пластических материалов с высокой текучестью (ПЭ, ПП, УППС, АБС и т. Д.) Снижение температуры формы помогает уменьшить растрескивание под напряжением (температура формы обычно составляет около 60 ° C);
2. Для пластмассовых материалов с плохой текучестью (ПК, PPO, PSF и т. Д.) Повышение температуры формы помогает снизить внутреннее напряжение пластмассового изделия (температура формы обычно находится в диапазоне от 80 ° C до 120 ° C).
Влияние температуры пресс-формы на качество формованных пластмассовых изделий.
1. Слишком высокая температура: пластиковые изделия сильно деформируются после освобождения пресс-формы, и это легко может вызвать мигание и прилипание;
2. Слишком низкая температура: приводит к плохой текучести расплава, а также к таким поверхностным дефектам, как серебряные полосы, линии потока и недозаправка;
3. Неравномерная температура: пластмассовые изделия неравномерно усаживаются, что приводит к деформации коробления.
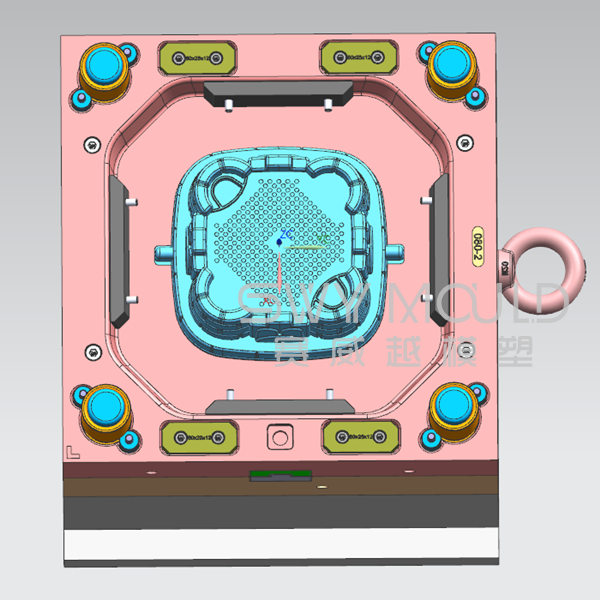
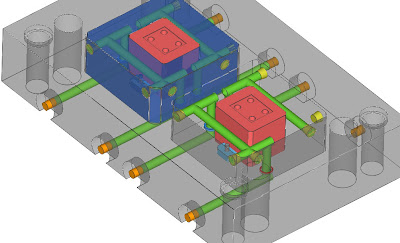
Расположение охлаждающих линий
1. Старайтесь выдерживать постоянное расстояние между охлаждающей жидкостью и пластиком в полости, предпочтительно 10-15 мм. Межосевое расстояние охлаждающей жидкости составляет около 5D.
2. Линии охлаждения не должны располагаться близко к местам, где потоки расплава окончательно встречаются.
3. Не допускайте взаимодействия охлаждающих линий с другими механизмами в пресс-форме и поддерживайте стальную часть 3 мм посередине.
4. Охлаждающая жидкость для вставки полости должна быть как можно ближе к заполненному пластику, а охлаждающая жидкость для вставки сердечника должна быть направлена как можно дальше к внешнему краю. Если полость / стержень формы слишком велика, охлаждающая жидкость должна контактировать с ней.
5. Для пресс-формы BeCu охлаждающая жидкость может проходить прямо между пластиной A и пластиной B.

Рекомендации по системе охлаждения пресс-формы
* независимые симметричные контуры охлаждения вокруг полостей формы
* ядра нуждаются в эффективном охлаждении
* короткие охлаждающие каналы, чтобы разница температур между входом и выходом не превышала 5 градусов
* параллельные схемы предпочтительнее последовательного охлаждения
* избегайте мертвых зон и / или пузырьков воздуха в контурах охлаждения
* необходимо свести к минимуму замену головки между пресс-формой и машиной
* следует избегать различий в гидравлическом сопротивлении охлаждающих каналов, вызванных изменением диаметра.
Чрезмерно нагретые детали пресс-формы, такие как литниковые втулки и участки возле ворот, необходимо интенсивно охлаждать. Быстрое и равномерное охлаждение достигается за счет использования металлов с высокой проводимостью, таких как бериллий-медь. Эти металлы в полной мере используются в местах, где невозможно разместить достаточные охлаждающие каналы. Медь передает в два раза больше тепла, чем углеродистая сталь, и в четыре раза больше тепла, чем нержавеющая сталь. Это не означает, что медная форма будет работать в 4 раза быстрее, чем форма из нержавеющей стали, но они будут значительно быстрее обрабатывать некоторые тонкостенные детали.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.