ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.





Сырье: ПП
Размер детали: 100*80*70 мм
Стальной материал: P20
Основание пресс-формы: 60 #
№ полости: 2
Система впрыска: холодный бегун
Размер пресс-формы: 580*370*790 мм
Вес формы: 680 кг
Подходящая машина: HAITIAN MA1600 или MA900
О нашей SWY MOLD
Миссия SWY — быть профессиональным, заслуживающим доверия и инновационным. Мы всегда придерживаемся схемы ведущих предприятий по производству пресс-форм в Китае при внедрении современных систем управления. Используйте нулевое значение по умолчанию. Обеспечьте максимально возможное качество и технологии. Поэтому мы стремимся исследовать новые области, непрерывные инновации и прогресс, чтобы стать профессиональным производителем пресс-форм. Основываясь на существующих разработках, продолжайте повышать уровень проектирования и производства пресс-форм, чтобы глобальные клиенты пластиковых форм могли предоставлять высококачественные пресс-формы.
С нашей инновационной, преданной и опытной командой мы можем предоставить высококачественные пресс-формы для литья пластмасс под давлением, продукты для литья под давлением, пресс-формы для быстрого прототипирования и профессиональные решения.
В SWY мы осуществим комплексное управление вашей пресс-формой с помощью эффективного процесса управления проектами, включая предложение, проектирование, производство, тестирование, усовершенствование и отгрузку. Профессиональное управление проектами обеспечивает высокое качество, короткие сроки поставки и низкую себестоимость продукции.
Хороший сервис SWY MOLD
1. Предпродажная подготовка
Понимать потребности клиентов, настраивать и разрабатывать чертежи
2. В продаже
Изготовление пресс-форм в соответствии с договором с заказчиком и требованиями чертежа
3. Послепродажное обслуживание
Предоставление соответствующего послепродажного обслуживания пресс-форм является одной из характеристик SWY.
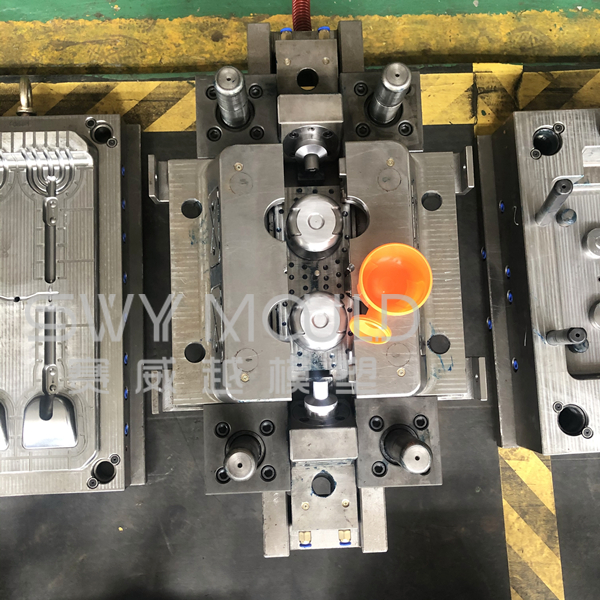
Основной процесс перед испытанием пластиковой формы
После завершения литьевой формы нам необходимо протестировать форму с помощью литьевой машины, чтобы дополнительно определить, соответствует ли форма производственным потребностям, включая дефекты продукта, допуск продукта и т. Д., И образец для испытаний также является одним из стандартов для пресс-формы. принятие.
В процессе испытания пресс-формы нам необходимо действовать строго в соответствии со спецификацией пресс-формы и машин для литья под давлением, исключить все человеческие факторы и убедиться, что качество продукции подходит для массового производства.
1. Перед испытанием пресс-формы инженер по пресс-форме должен проверить структуру пресс-формы и другие условия, чтобы убедиться, что структура пресс-формы завершена, состояние поверхности сердцевины пресс-формы и другие системы в пресс-форме в порядке.
2. Перед испытанием пресс-формы необходимо использовать машину для литья под давлением, и в то же время необходимо проверить машину для литья под давлением, включая механическую конструкцию и запасные части машины.
3. Проверка машины для литья под давлением должна быть проведена до установки пресс-формы.
4. Во время установки пресс-формы необходимо подтвердить, является ли механическая структура каждой части пресс-формы нормальной, такой как концевой выключатель, толкатель и т. д. В соответствии с конкретными требованиями к температуре соответствующего материала продукта выберите соответствующую машину контроля температуры пресс-формы, поднять температуру пресс-формы до требуемой температуры и повторно проверить механическую структуру пресс-формы.
5. Не используйте некачественный материал в процессе испытания пресс-формы, чтобы устранить дефекты продукта, вызванные проблемами с материалом. Для всего процесса испытания пресс-формы требуется профессиональный оператор машины для литья под давлением, чтобы предотвратить повреждение пресс-формы, машины для литья под давлением из-за неправильной работы.
Факторы, влияющие на срок службы пресс-форм для литья под давлением
Первым фактором, влияющим на срок службы пресс-форм для литья под давлением, является коррозионное разрушение. Сплавы для литья под давлением, обычно используемые на заводах по производству литьевых форм, представляют собой цинковый сплав, алюминиевый сплав, сплав магния и медный сплав, а также литье под давлением из чистого алюминия. Zn, Al и Mg являются более активными металлическими элементами, и они имеют хорошее сродство с материалами форм, особенно алюминий легко кусается. Когда твердость формы высокая, коррозионная стойкость лучше, а если на поверхности литья есть мягкие пятна, коррозионная стойкость неблагоприятна.
Второй причиной, влияющей на срок службы пресс-форм, является термическая усталость, растрескивание, повреждение и выход из строя. Во время литья под давлением форма неоднократно подвергается охлаждению и нагреву, а поверхность литья и ее внутренняя часть деформируются, которые взаимно вовлечены, что приводит к повторяющимся циклам термического напряжения, что приводит к организационной структуре. Во-вторых, повреждение и потеря прочности вызывают появление микротрещин и дальнейший рост. Как только трещины расширяются, расплавленный металл вдавливается внутрь, а повторяющиеся механические воздействия ускоряют образование трещин. Для этого, с одной стороны, форма должна быть предварительно полностью прогрета в начале впрыска. Кроме того, пресс-форма должна поддерживаться в определенном диапазоне рабочих температур во время производственного процесса литья под давлением, чтобы избежать преждевременного растрескивания. В то же время необходимо следить за тем, чтобы внутренние факторы до и во время изготовления пресс-формы не вызывали проблем. В реальном производстве большинство поломок пресс-форм связаны с трещинами, вызванными термической усталостью.
Третьей причиной, влияющей на срок службы пресс-форм для литья под давлением, является отказ от выкрашивания. Под действием силы впрыска форма будет инициировать трещины в самой слабой части, особенно если маркировочные знаки или следы электрической обработки на формовочной поверхности формы не отполированы, или образовавшиеся четкие углы будут первыми, чтобы выглядеть хорошо. трещины, когда в границах зерен есть хрупкие фазы или крупные зерна, легко ломается. Однако при хрупком разрушении трещина распространяется очень быстро, что является очень опасным фактором разрушения формы. По этой причине, с одной стороны, все царапины и следы электрообработки на поверхности формы должны быть отполированы, даже если она находится в системе заливки, она должна быть отполирована. Кроме того, используемые материалы форм должны обладать высокой прочностью, хорошей пластичностью, хорошей ударной вязкостью и стойкостью к разрушению.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.