ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



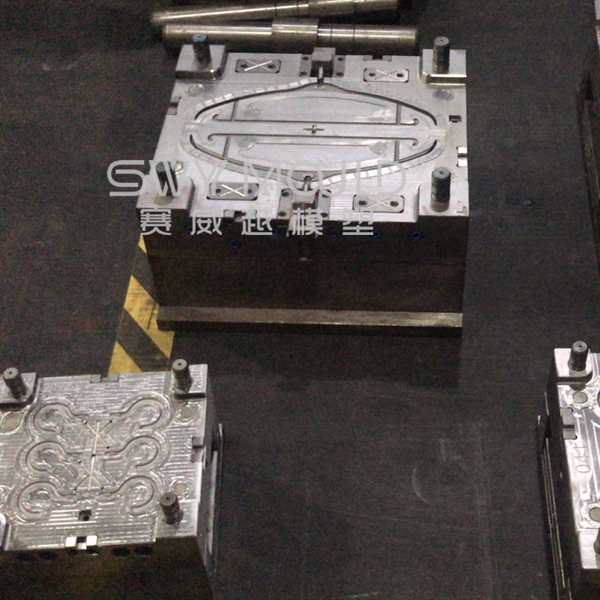

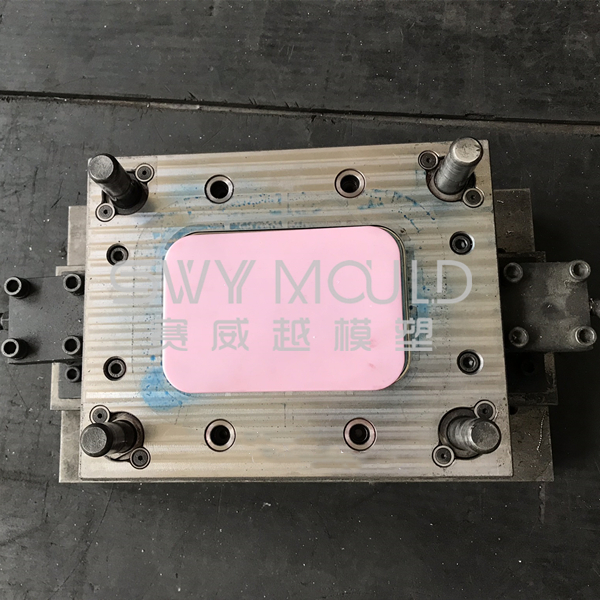
Вешалка для тела
Размер продукта: 45 мм * 17 мм
Вес продукта: 75 г
Полость формы: 2
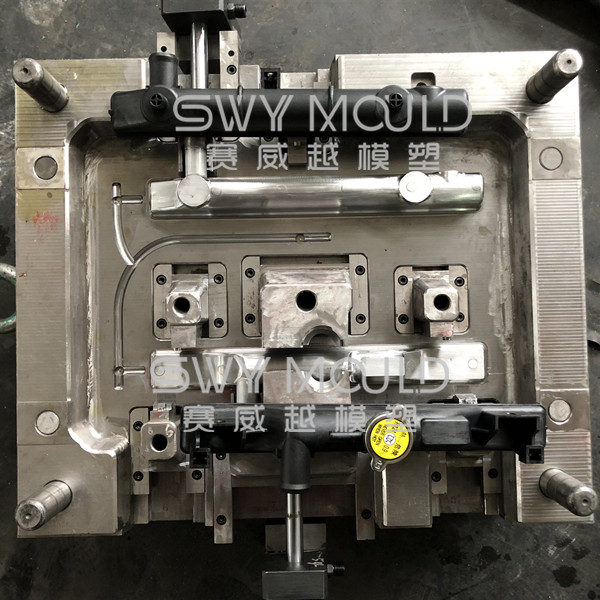
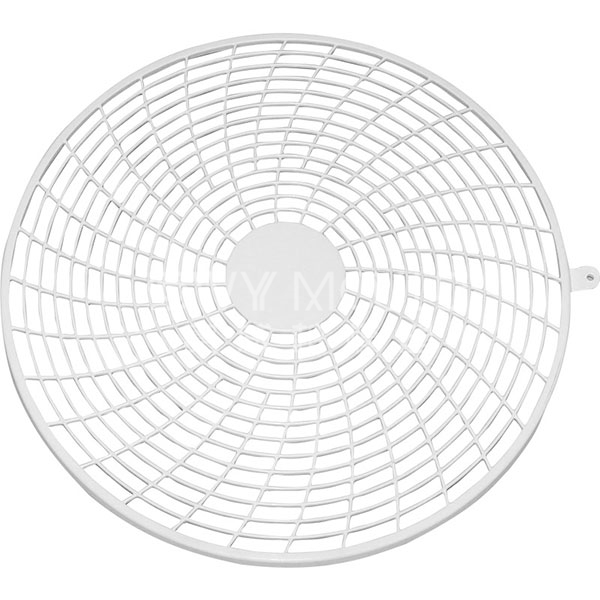
Форма для вешалок
Вес продукта: 12 г
Полость формы: 12
Материал изделия: ПП
Материал пресс-формы: 718H с твердостью HRC30-33
Способы улучшения многогнездной пресс-формы
Переход от пресс-формы с одной полостью к пресс-форме, которая производит две, четыре или восемь деталей одновременно, кажется простым способом увеличить объем производства и снизить стоимость деталей. Это может быть правдой во многих случаях, но только в том случае, если будут предприняты правильные шаги и предварительно выполнено необходимое домашнее задание. Спроектировать деталь для формования с несколькими полостями не так просто, как скопировать файл САПР для формы с одной полостью несколько раз.
Физика, с которой приходится сталкиваться при проталкивании расплавленного пластика через литники, направляющие и заслонки формы, меняется по мере того, как формы становятся больше и сложнее, что может повлиять на характеристики формования и качество деталей. Кроме того, тепловые колебания внутри корпуса пресс-формы с несколькими полостями становятся все более серьезной проблемой, и пластик должен преодолевать большие расстояния, чтобы достичь финишной линии, что увеличивает риск частично заполненных полостей и проседания, а также деформации детали после выталкивания.
При переходе от инструмента с одной полостью к оснастке с несколькими гнездами важно осознавать, что детали, которые идеально ведут себя в пресс-форме с одной полостью, могут плохо взаимодействовать с другими, по крайней мере, без предварительной корректировки детали, процесса, или даже материал.
1. Регулировка заслонки пресс-формы
2. Использование побочных действий
3. Включая пикауты
4. Использование семейного слепка
5. Выбор жидкой силиконовой резины.
Основные соображения при выборе пластмассового сырья для вашей формы для вешалок
При выборе полимерного материала для вашего производственного проекта учитывайте следующие факторы:
1. Ударная вязкость - для некоторых пластиковых изделий требуется более высокая прочность основания, чем для остальных, поэтому ударная вязкость полимерного материала IZOD должна быть определена до того, как вы запустите форму.
2. Прочность на растяжение. Обычно мы используем предел прочности на растяжение или предел прочности для измерения сопротивления смолы растяжению и ее способности выдерживать определенную нагрузку.
3. Модуль упругости при изгибе - насколько материал может быть изогнут без повреждений и все еще способен вернуться к исходной форме.
4. Термостойкость. Для некоторых пластмассовых изделий, требующих изоляции или допускающих относительно более широкий диапазон температурных условий, очень важна термостойкость.
5. Водопоглощение - сколько воды впитывает материал после 24 часов погружения, обычно измеряется в процентах.
Если у вас все еще есть проблема, обращайтесь в SWY MOLD, мы можем ее проанализировать.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.