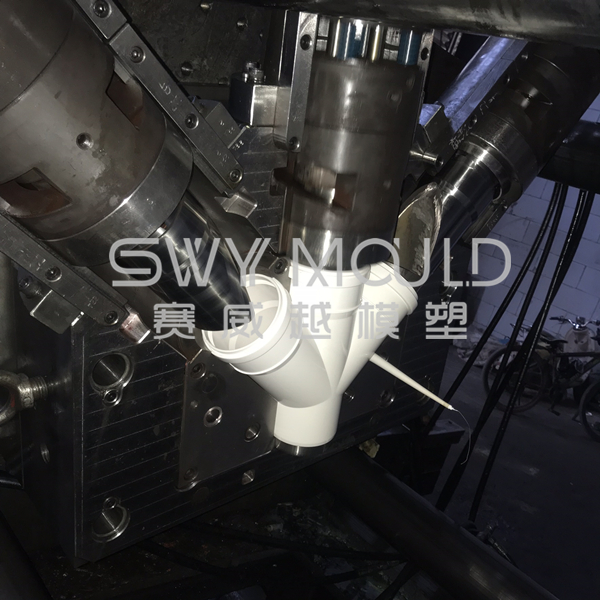
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

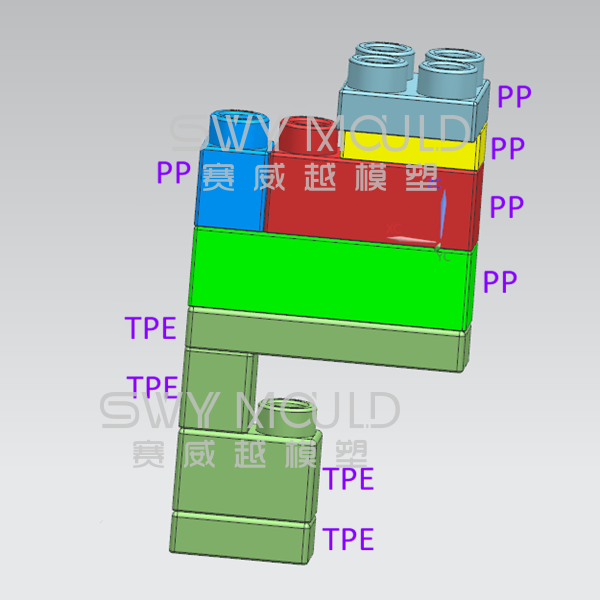
Сырье: мягкий ТПЭ (сначала заказчик выбирает мягкий ПВХ, затем заменен на мягкий ТПЭ, с учетом защиты окружающей среды и безопасности).
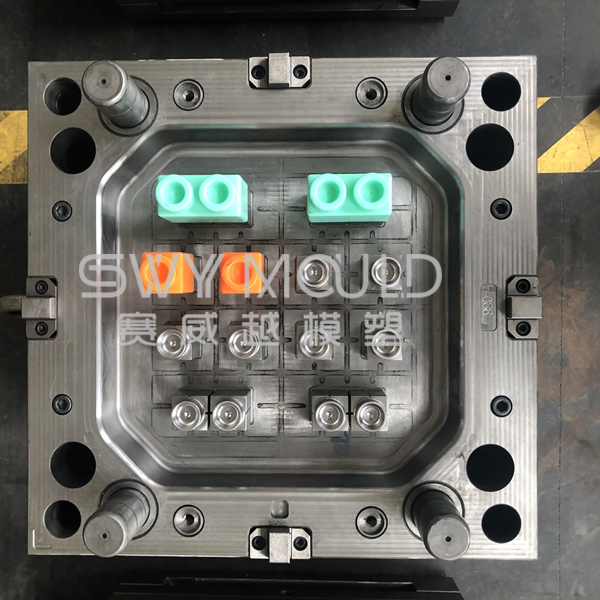
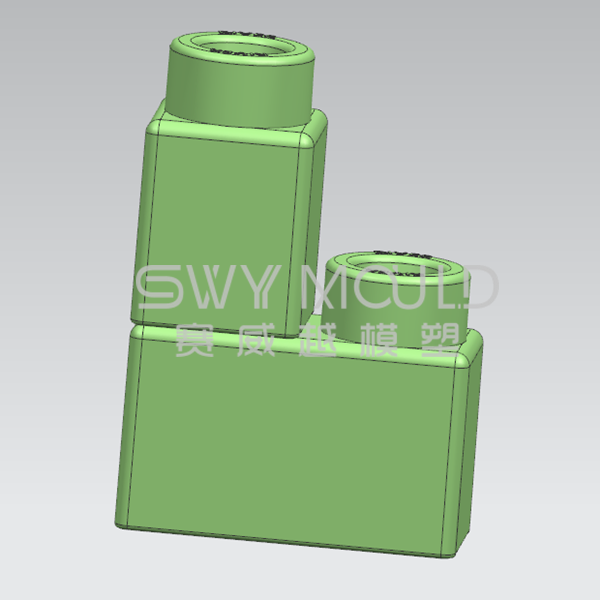
Размер блоков: 31 * 31 * 53 мм и 62 * 31 * 53 мм
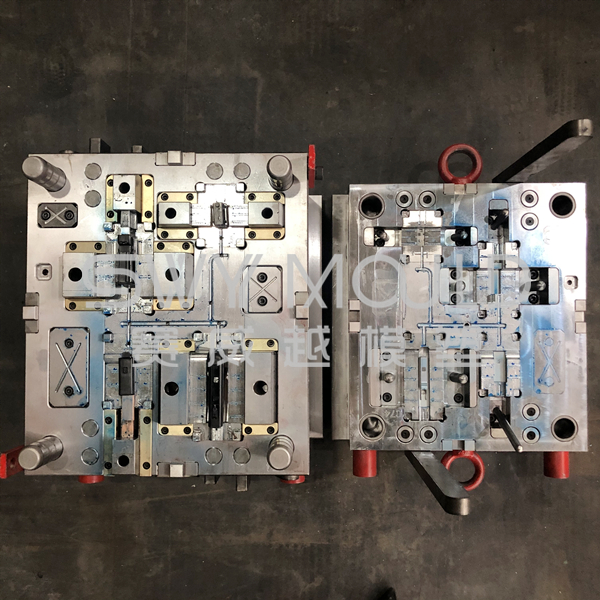
Формовочная сталь: S136 (антикоррозийная)
Основная сталь: 60 #
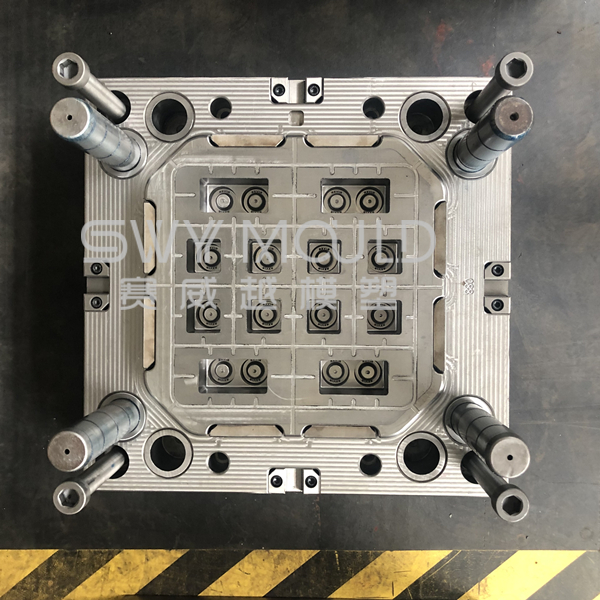
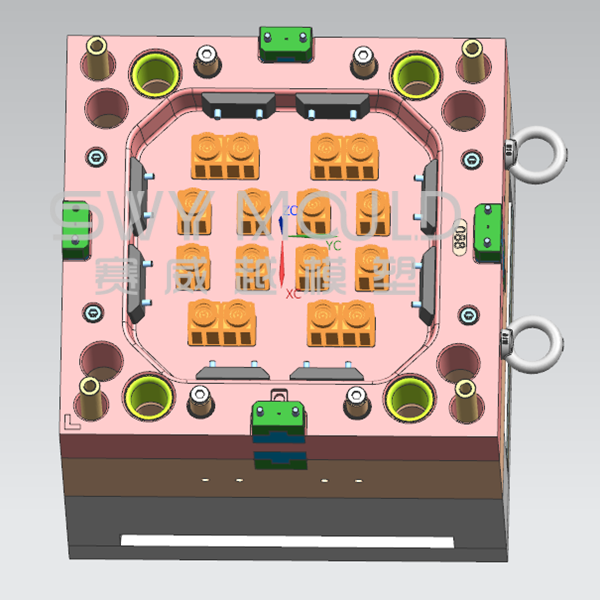
Полость формы: 8 + 4
Система впрыска: холодный бегун
Размер пресс-формы: 420 * 410 * 460 мм
Вес формы: 525 кг
Требуется: соответствие строительным блокам из полипропилена
Сырье TPE
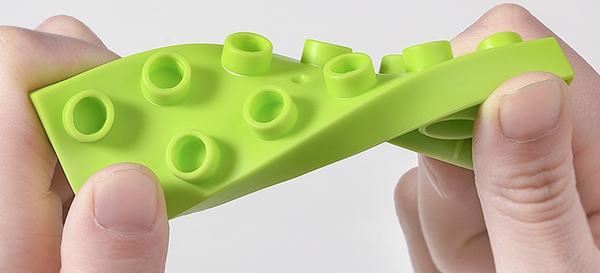
Термопластичные эластомеры (TPE) представляют собой форму термопластичных полимеров. Они также представляют собой класс сополимеров или физическую смесь каучука и пластичных полимеров, которые обладают как термопластичными, так и эластомерными свойствами. TPE также называют термопластичным каучуком, так как он демонстрирует некоторые рабочие характеристики каучука. Однако TPE обрабатываются аналогично пластику и подлежат вторичной переработке.
Эластомерный компонент TPE делает их мягкими и гибкими, поэтому их можно растянуть вдвое по сравнению с исходной длиной. После выпуска они вернутся к исходной длине. TPE мягкие на ощупь, поэтому они идеально подходят для различных рынков и потребительских товаров. Кроме того, мягкие термопластичные эластомеры легко формовать и выдавливать на другие TPE. В результате они идеально подходят для мягкого захвата продуктов, а также для изготовления уплотнительных колец и вкладышей для крышек бутылок.
Существуют также различные общие классы коммерческих TPE:
1. Стирольные блок-сополимеры, TPS (TPE-s)
2. Полиолефиновые эластомеры, TPO (TPE-o)
3. Вулканизаты, TPV (TPE-v или TPV)
4. Полиуретаны, ТПУ (TPU)
5. Сополимер, TPC (TPE-E)
6. Полиамиды, TPA (TPE-A)
7. Неклассифицированные термопластические эластомеры, TPZ

Преимущества материала TPE
1. Упрощенная обработка
2. Снижение затрат на запчасти
3. TPE можно окрашивать.
4. Утилизируемые отходы и детали
5. Долговечный
6. Исключительное сопротивление усталости при изгибе.
7. Хорошие электрические свойства.
8. Сопротивление разрыву и истиранию.
9. Высокая ударная вязкость.
10. Химическая стойкость
11. Устойчивость к атмосферным воздействиям
Физические свойства материала TPE
1. Прочность на растяжение: 1740 - 4210 фунтов на квадратный дюйм
2. Относительное удлинение при растяжении: 330% - 560%
3. Дюрометр: от 30 до 56
4. Превосходная стойкость к ультрафиолетовому излучению и озону.
5. Плотная резина.
6. Сопротивление скольжению
7. Отличная атмосферостойкость.
8. Амортизация.
9. Гибкость
10. Мягкая текстура
11. Преимущество совместной экструзии
Проблемы прилипания ТПЭ к форме при производстве
Термопластичный эластомер из мягкого каучука TPE более распространен в процессе литья под давлением, особенно в случае низкой твердости, твердость TPE ниже 60A, проблема прилипания является довольно распространенной, и основные режимы прилипания принимают две формы.
1. Термопластический эластомер в основной пресс-форме
Поскольку основной путь потока находится ближе всего к инжекционному соплу, давление, оказываемое нагнетанием шнека, является самым большим, что приводит к наименьшей усадке материала в этой области, в результате чего материал и внутренняя стенка затвора скользят для создания большего трения .
Конкретное решение выглядит следующим образом:
* Из-за особенностей термопластичного эластомерного материала, чем более гладкая поверхность формы, тем больше сила адсорбции, которая прямо противоположна твердому пластику. Следовательно, втулка затвора может быть подвергнута электроэрозионной обработке для сохранения определенной толщины рисунка разряда и уменьшения пути потока.
* Штифт выталкивателя канала потока принимает перевернутую форму рисунка штифта канавки потока, что увеличивает силу вытягивания канала потока. Нет необходимости беспокоиться о обратной пряжке, канал потока не будет вынут, потому что это мягкий клей, конечно, угол обратной пряжки можно начать с небольшого медленного эксперимента, если общий Z-образный игла, существует вероятность того, что тянущее усилие будет недостаточным, что приведет к заеданию мастера.
2. Изделия из термопластичного эластомера для литья под давлением.
По сравнению с формой прилипания главного затвора вероятность прилипания формы продукта мала. Обычно форма прилипания изделия возникает в конструкции структуры изделия, например, угол вытягивания охватываемой формы слишком велик, охватываемой формы требуется обработка кожного рисунка и т.п.
Конкретное решение выглядит следующим образом:
* Охватываемая форма отполирована до зеркальной поверхности, насколько это возможно, чтобы увеличить адсорбционную силу, что также противоречит твердому пластику.
* Угол наклона охватываемой пресс-формы может быть малым по размеру или просто не вытянутым, а если разрешен, может быть даже изменен на противоположный.
* Головка наперстка может быть снабжена поперечным ребром.
* С точки зрения процесса формования, эталонная форма может быть подключена к пресс-форме с высокой температурой, а охватываемая пресс-форма может быть соединена с низкой пресс-формой.
* Регулировка состава термопластичного эластомерного материала для снижения температуры процесса литья под давлением.
* Уменьшите давление удержания.
* Перед формованием в полость распыляется смазка для форм.
В нормальных условиях термопластический эластомер формуют на форме после склеивания, которая является первой основной формой и вторым случаем, описанными выше.
Однако иногда из-за материалов, настроек параметров процесса или конструкции пресс-формы продукт будет прилипать к передней пресс-форме (например, передняя пресс-форма имеет большую адсорбционную силу), ее трудно извлечь, и даже продукт деформируется или потянул, а может быть из-за основного литья. Проблема прилипания ко рту обычно вызвана слишком большим давлением удержания. Это также создаст проблему с воротами.
Для термопластичных эластомеров со средней твердостью или выше глубина дерматоглифика увеличивается, и, наоборот, легко сформировать липкую форму, что требует внимания.
Улучшение проблемы прилипания TPE
1. Добавление внешней смазки к термопластичному эластомерному материалу, такой как силикон, амид олеиновой кислоты, эрукамид, EBS и т. Д.
2. Уменьшите добавление смягчающего масла, лучше использовать относительно прямое парафиновое масло.
3. Повышение температуры кристаллизации и скорости кристаллизации материала непрерывной фазы.
4. По возможности добавьте немного наполнителя.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.