ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


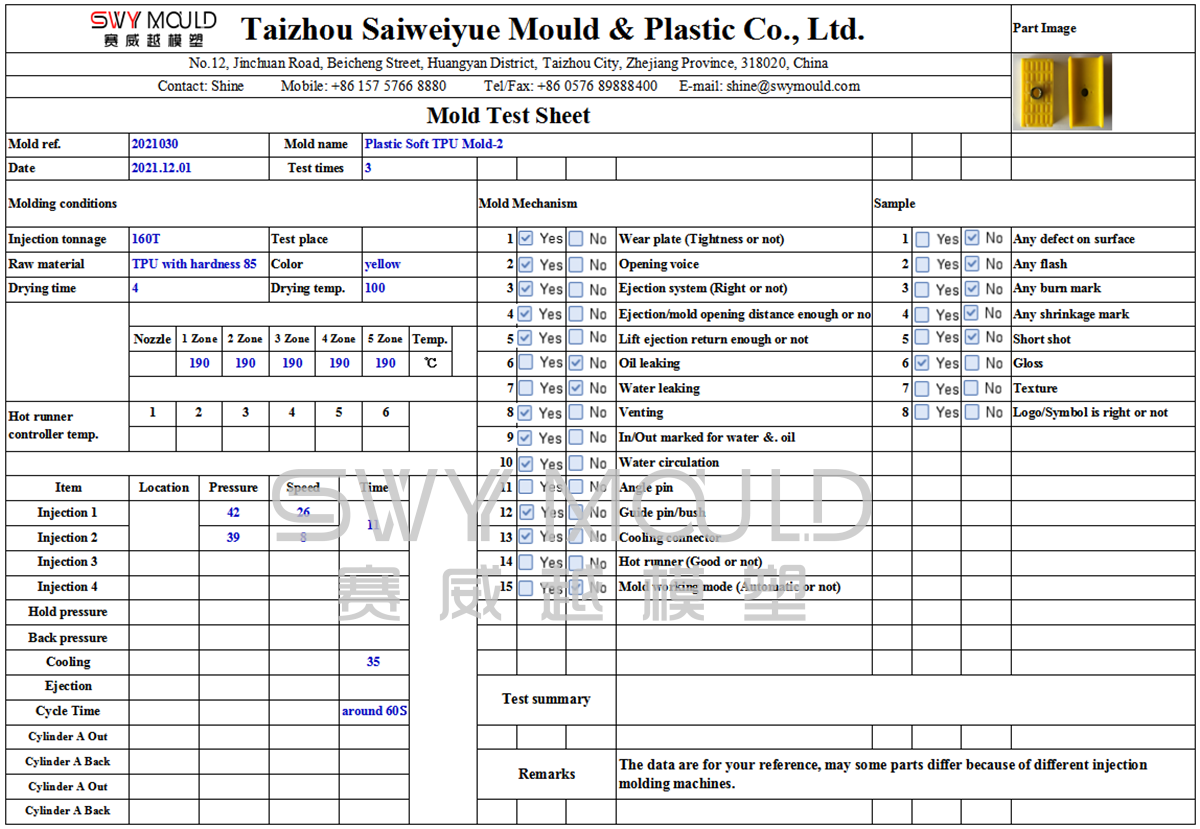
Смола детали: мягкий ТПУ, твердость 85
Сушка материала: 4 часа при 100 градусах
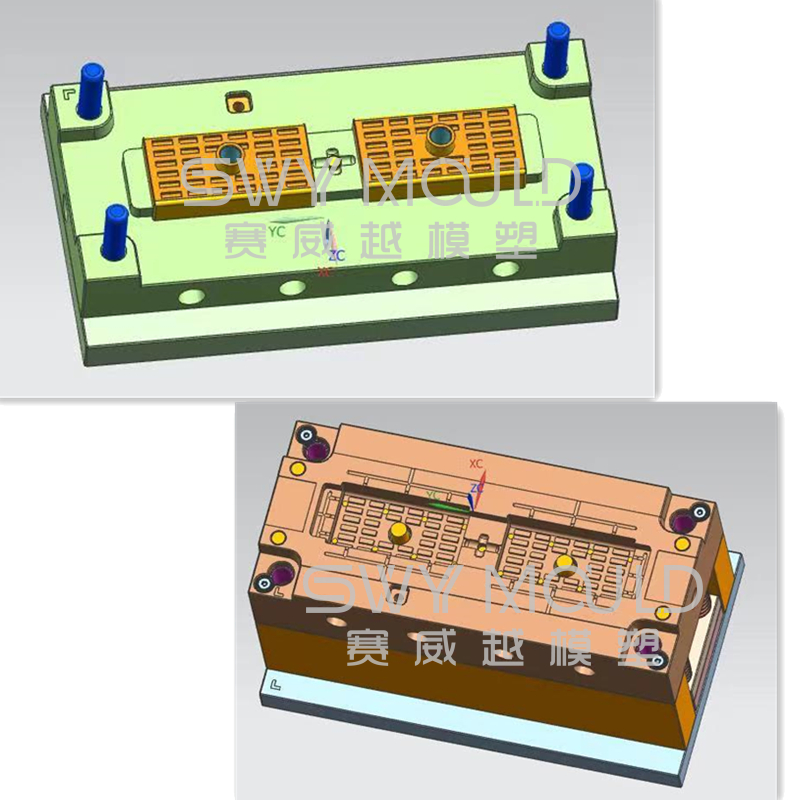
Полость формы: 2
Система бегунов: холодный бегун
Время цикла: около 60 секунд
Тоннаж инжекционной машины: 160 тонн
Размер формы: 380 * 220 * 260 мм
Вес формы: 120 кг
Точки внимания этой пресс-формы для литья под давлением втулки рулевой рейки автомобиля TPU во время производства
Поскольку сырье представляет собой мягкий ТПУ, он мягкий и легко прилипает к форме, поэтому во время массового производства SWY MOLD рекомендует увеличить время охлаждения, чтобы продукт не мог легко застрять в форме.
Для каждой пресс-формы SWY отправит нашим клиентам лист испытаний пресс-формы для справки. Мы записываем все данные во время тестирования пресс-формы, такие как давление впрыска, скорость впрыска, время охлаждения и т. Д. Позже, перед отгрузкой пресс-формы, мы заполним следующую таблицу, распечатаем ее и отправим вместе с пресс-формой.
Позже, если у наших клиентов возникнут проблемы с производством пресс-форм, мы будем рады связаться с нами.
Способы решения наклеек TPU на литьевой форме
Иногда клиенты не профессионально настраивают параметры машины, и есть самый простой способ - напечатать смазку для пресс-формы. Перед каждым выстрелом напечатайте несколько агентов, а затем закройте форму и впрыск.
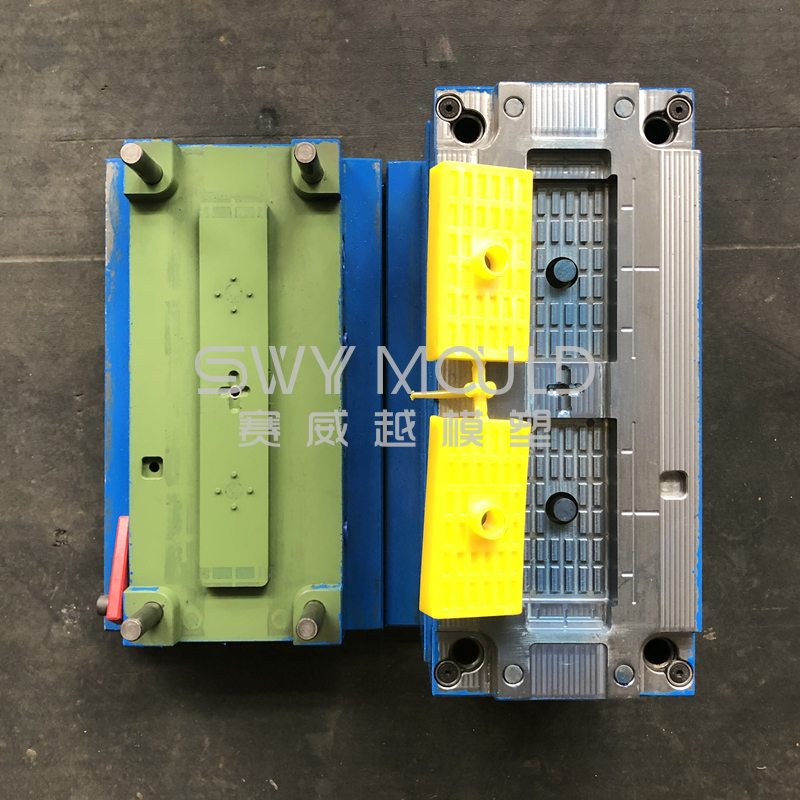
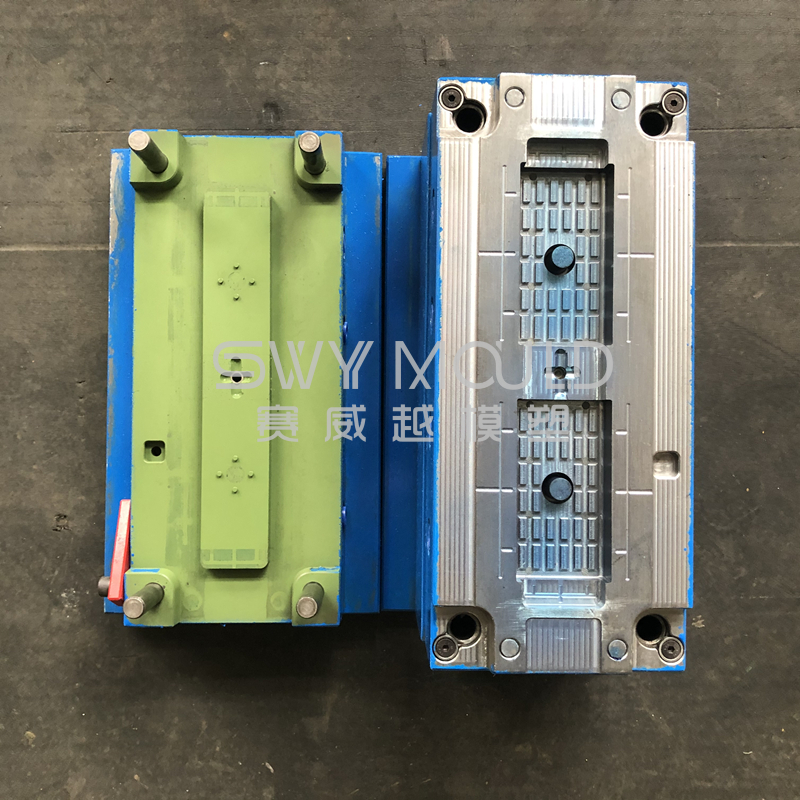
Другой способ - обработать тефлоном. Тефлон - это название политетрафторэтилена (ПТФЭ). Формы с покрытием из PTFE - это новаторский подход, который помогает легко извлекать формованные изделия из формы. Внутренняя поверхность форм с покрытием из ПТФЭ гладкая и позволяет формовать изделие с большей точностью с точки зрения дизайна и требований к размерам. Кроме того, любые трещины из-за неровностей поверхности формы сразу же устраняются покрытием PTFE. Незначительная химическая активность покрытия защищает форму от коррозии, возникающей из-за постоянного использования с различными типами материалов.
Покрытие, в основном серого цвета, может быть черного, зеленого, красного или различных других цветов в соответствии со спецификациями, переданными производителю. Как видите, наша форма зеленая и отличается от других форм. Его обрабатывают при высоких температурах и на специальных машинах. Независимо от того, сколько снимков вы сделали, материал TPU не прилипнет к форме. Это наиболее эффективный способ массового производства.

Вставить литье под давлением из ТПУ пресс-формы
Чтобы соответствовать требованиям к прочности при сборке и эксплуатации, формованные детали из ТПУ необходимо заделать металлическими вставками.
Металлические вставки сначала помещаются в заданное положение в пресс-форме, а затем впрыскиваются по всему изделию. Из-за большой разницы в тепловых характеристиках и усадке между металлическими вставками и TPU изделия из TPU со вставками не могут быть прочно склеены между собой. Решение состоит в том, чтобы предварительно нагреть металлическую вставку, потому что после предварительного нагрева температура расплава снизится, поэтому расплав вокруг вставки может замедлить охлаждение, а усадка в процессе впрыска будет относительно равномерной и может иметь определенный эффект подачи горячего материала. ситуации, чтобы предотвратить чрезмерное внутреннее напряжение вокруг лезвия.
TPU легко наносится на мозаику, и форма мозаики не ограничена. После обезжиривания только бейки нагрейте 1 штуку при 200-230 ℃. Прочность на отслаивание может достигать 6-9 кг / 25 мм в течение 5-2 минут. Чтобы получить более прочное соединение, на вставку можно нанести клей, который затем нагревают до 120 ℃ и впрыскивают. Кроме того, следует отметить, что используемый ТПУ не должен содержать смазочных материалов.
Переработка переработанного материала
Во время обработки TPU отходы, такие как основной канал, шунтирующий канал и неквалифицированные продукты, могут быть переработаны. Согласно результатам экспериментов, 100% переработанные материалы могут быть полностью использованы без добавления новых материалов, а механические свойства не будут серьезно ухудшены. Однако, чтобы поддерживать физико-механические свойства и условия впрыска на оптимальном уровне, рекомендуется доля переработанных материалов составлять 25–30%.
Следует отметить, что типы и характеристики переработанных и новых материалов должны совпадать. Загрязненные или отожженные вторичные материалы использовать нельзя. Переработанные материалы не следует хранить слишком долго. Лучше сразу гранулировать и сушить.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.