ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Сырье: PP + EPDM
Усадка: 1.011
Размер продукта: 1042,3 * 597,5 * 89,8 мм
Сталь пресс-формы: 718
Номер полости: 1 + 1
Размер формы: 1780 * 1050 * 1342 мм
Вес пресс-формы: 18 тонн
Требования к поверхности: высокий глянец, с текстурой.
Система бегунов: горячеканальная с 10-канальным игольчатым клапаном
Структура вытягивания сердечника: угловая выталкивающая штанга
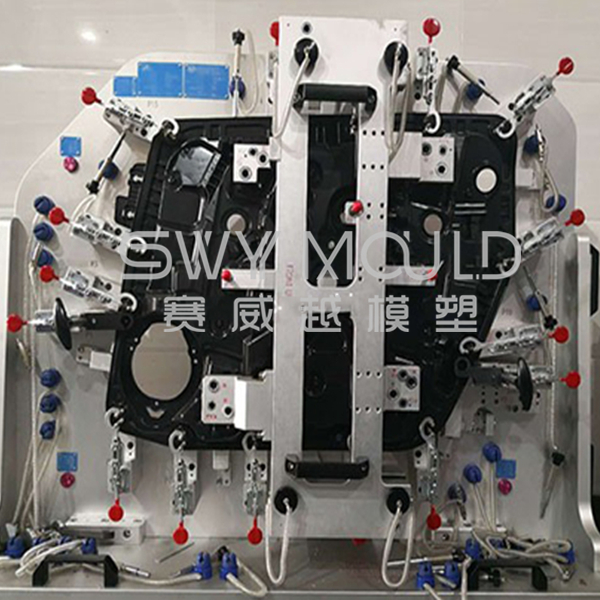
Персонажи продуктов Auto Door
1. крупногабаритная форма до 1,5 метров
2. 11 подъемников с ползунком для щелчков.
3. Высокотехнологичный горячеканальный агрегат SVG для литья под давлением.
4. Испытания пресс-формы проводятся на термопластавтомате мощностью 1000 тонн.
5. Материал автомобильных дверных панелей - PP + EPDM, коэффициент усадки обычно составляет 1.011. Резина EPDM обладает отличной устойчивостью к озону, теплу и атмосферным воздействиям и может улучшить эластичность дверных панелей. Внешний размер дверной панели 1042,3 * 597,5 * 89,8 мм.
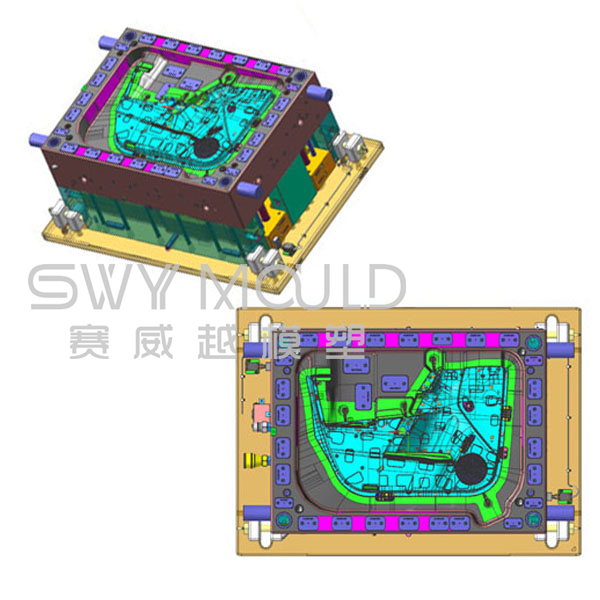
Требования к конструкции автомобильной дверной формы
1. Система литниковой формы
3-точечная горячая насадка SVG используется для поворота холодного литника. 3 горячие форсунки SVG не заполняются одновременно при литье под давлением, но они управляются последовательными клапанами. Эффект заполнения открывается последовательно в соответствии с анализом потока пресс-формы и фактическим состоянием литья в производстве.
2. Анализ Moldflow
Дверная панель автомобиля - это внешняя часть. Сварочные линии не допускаются. При литье под давлением нам необходимо вывести сварочную линию в незаметную зону или исключить сварочную линию. При использовании 3-точечной системы горячего бегунка SVG масляный цилиндр или воздушный цилиндр используется для управления открытием и закрытием 3 горячих форсунок для достижения эффекта литья под давлением без сварочных линий.
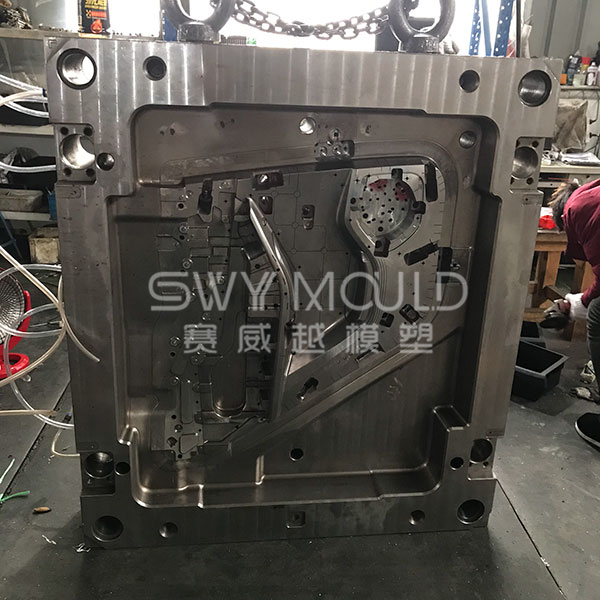
3. Дизайн конструкции пресс-формы
Боковой подъем сердечника является основным механизмом пресс-формы для литья под давлением для автоматической двери. В этой форме имеется 11 боковых подъемных механизмов стержня, от S1 до S11. Среди этих 11 механизмов бокового вытягивания сердечника S11 имеет конструкцию угловой штифт + ползун, а предел ползуна принимает конструкцию, в которой ограничительный зажим и стопор используются в комбинации, что является безопасным и надежным. Все S1 - S10 используют конструкцию подъемника.
В конструктивной конструкции подъемника угол толкателя штифта угла подъемника не должен превышать 12 °. Конструкция подъемника должна предотвращать прилипание пластмассовой детали при извлечении из формы, что приведет к деформации и растрескиванию пластмассовой детали.
4. Расположение пресс-формы и дизайн направляющих
По периметру основания пресс-формы вместо круглого направляющего штифта используется квадратный направляющий блок. Причина в том, что размер заготовки формы можно сделать меньше, а конструкция - более компактной. Если добавить круглые направляющие штифты в четырех угловых положениях формы, текущего размера формы будет недостаточно, и размер будет увеличен, что неизбежно приведет к увеличению затрат. Кроме того, квадратный направляющий блок необходимо позиционировать с помощью штифтов, а поверхность износа рассчитана на соответствующую поверхность, что удобно для обработки и установки.
5. Конструкция выброса пресс-формы
Пластина выталкивателя формы выталкивается с помощью 4 мощных азотных пружин, а продукт выталкивается с помощью выталкивающего штифта + выталкивающего блока + выталкивателя подъемника. Максимальный диаметр выталкивающего стержня составляет 16 мм, а минимальный - 8 мм.
Процесс обработки автомобильной дверной пресс-формы
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.