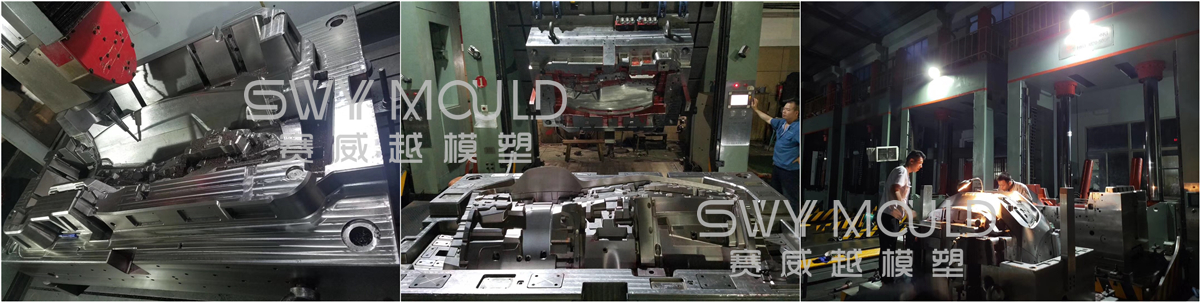
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

Материал: PP + EPDM (сокращение: 1,5%)
Размер бампера: 1800 * 510 * 460 мм
Сталь для полости и. Ядро: S50C
Горячий бегун: ворота с прямым впрыском Yudo 3
Расчетный размер пресс-формы: 2250x900x1050 мм
Вес формы: 13500 кг
Размер инъекционной машины: 1850T
Рынок: послепродажное обслуживание
Срок изготовления пресс-формы: 95 дней
Функция автомобильного бампера
1. Функция защиты - бампер должен поглощать часть энергии при продольном и угловом ударе автомобиля, чтобы защитить кузов, систему освещения автомобиля, систему охлаждения, крышку двигателя, крышку подарочной коробки и т. Д .; Функция защиты пешеходов, в бампере. Нижняя часть оснащена буферным блоком для лучшей защиты теленка от травм при столкновении с пешеходом.
2. Функции устройства - на бампере некоторые снабжены фонарями, номерными знаками и номерными знаками и т. Д., Чтобы было достаточно места и условий для оборудования;
3. Канал вентиляции - обеспечение каналов вентиляции для систем охлаждения автомобиля.
4. Функция украшения - функция украшения внешнего вида, интегрированная с формой тела.
5. Улучшение аэродинамических характеристик —— Оптимальная конструкция переднего бампера оказывает очевидное влияние на снижение коэффициента сопротивления ветру спереди и коэффициента подъемной силы.
Отделка пластикового автомобильного бампера
Есть три основных способа уменьшить вес автомобильных бамперов: легкий материал, оптимизация конструкции и инновации в производственном процессе. Под легким материалом обычно понимается замена исходного материала с более низкой плотностью при определенных условиях, например, замена стали пластиком; конструкция оптимизации конструкции легкого бампера в основном включает технологию тонкостенных стенок; Новый производственный процесс включает микропенение. Новые технологии, такие как материалы и формование с помощью газа.
1. Выбор материала пластикового автомобильного бампера.
Пластмассы широко используются в автомобильной промышленности из-за их легкого веса, хороших характеристик, простоты изготовления, коррозионной стойкости, ударопрочности и большей свободы дизайна, и на них приходится все большая доля автомобильных материалов. Количество пластика, используемого в автомобиле, стало одним из стандартов для измерения уровня развития автомобильной промышленности страны. В настоящее время масса пластика, используемого в производстве автомобилей в развитых странах, достигла 200 кг, что составляет около 20% массы всего автомобиля.
Применение пластмасс в автомобильной промышленности нашей страны относительно поздно. В экономичных автомобилях количество пластика составляет всего 50-60 кг, в автомобилях среднего и высокого класса - 60-80 кг, а в некоторых автомобилях может достигать 100 кг. При производстве грузовиков среднего размера в моей стране на каждый автомобиль используется около 50 кг пластика. Количество пластика, используемого в каждом автомобиле, составляет от 5% до 10% веса автомобиля.
К материалу бампера обычно предъявляются следующие требования: хорошая ударопрочность и хорошая атмосферостойкость. Хорошая адгезия краски, хорошая текучесть, хорошие рабочие характеристики и низкая цена.
Соответственно, материалы из полипропилена, несомненно, являются наиболее экономичным выбором. Материал PP является разновидностью пластика общего назначения с относительно хорошими характеристиками, но сам полипропилен имеет плохие низкотемпературные характеристики и ударопрочность, не устойчив к истиранию, легко стареет и имеет плохую стабильность размеров. Поэтому для автомобильных бамперов обычно используется модифицированный полипропилен. материал. В настоящее время специальные полипропиленовые материалы для автомобильных бамперов обычно изготавливаются из полипропилена в качестве основного материала, а определенная доля каучука или эластомера, неорганического наполнителя, маточной смеси, добавок и других материалов смешивается и обрабатывается.
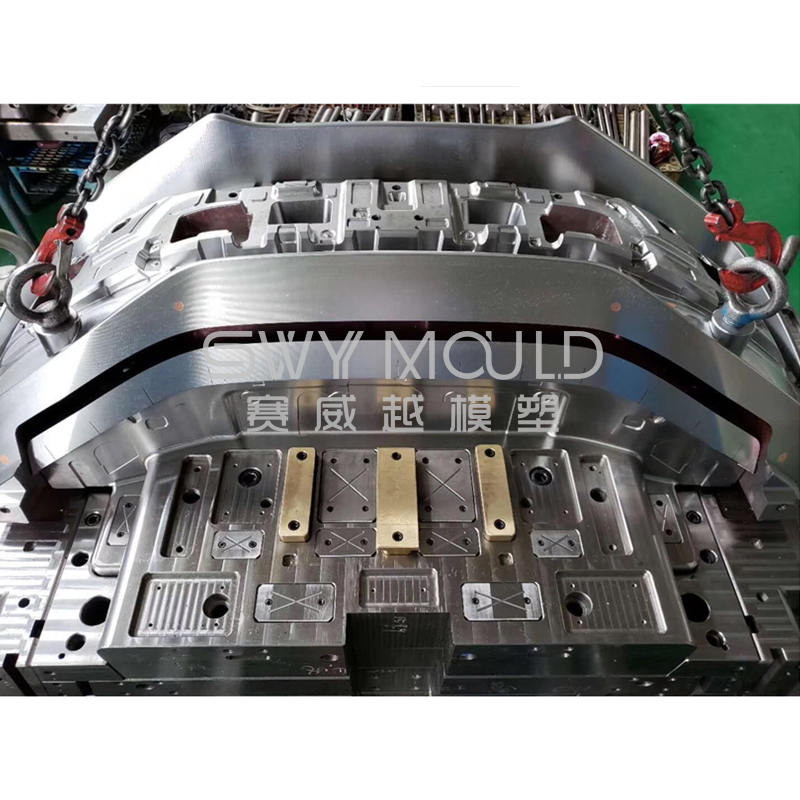
2. Проблемы, вызванные истончением бамперов, и способы их решения.
Утончение бампера может вызвать деформацию коробления в результате снятия внутреннего напряжения. Тонкостенный бампер по разным причинам создает внутреннее напряжение на всех этапах литья под давлением.
Как правило, он в основном включает в себя ориентационное напряжение, термическое напряжение и напряжение при извлечении из формы. Ориентационное напряжение - это внутреннее притяжение, вызванное волокнами, макромолекулярными цепями или сегментами цепей в расплаве, ориентированными в определенном направлении и недостаточной релаксацией. Степень ориентации зависит от толщины продукта, температуры плавления, температуры формы, давления впрыска и времени выдержки под давлением. Чем больше толщина, тем меньше степень ориентации; чем выше температура плавления, тем меньше степень ориентации; чем выше температура формы, тем ниже степень ориентации; чем выше давление впрыска, тем выше степень ориентации; чем дольше время выдержки, тем больше степень ориентации.
Термическое напряжение возникает из-за более высокой температуры расплава и более низкой температуры формы, что приводит к большей разнице температур, а более высокая скорость охлаждения расплава в области, близкой к полости формы, приводит к неравномерному распределению механического внутреннего напряжения. .
Напряжение при извлечении из формы в основном вызвано недостаточной прочностью и жесткостью формы, упругой деформацией под действием давления впрыска и силы выталкивания, а также необоснованным распределением и расположением стержней выталкивателя, что приводит к неравномерной силе при выталкивании продукта.
Тонкая стенка бампера также будет иметь проблемы с извлечением из формы. Благодаря малой толщине стенок и небольшой усадке изделие плотно прилегает к форме; из-за относительно высокой скорости впрыска контроль времени выдержки давления затруднен; меньшая толщина стенки и ребра жесткости также легко повреждаются при извлечении из формы. Для нормального открытия формы требуется, чтобы литьевая машина могла обеспечивать достаточное усилие открывания формы, а сила открывания формы должна быть способна преодолевать сопротивление во время открывания формы.
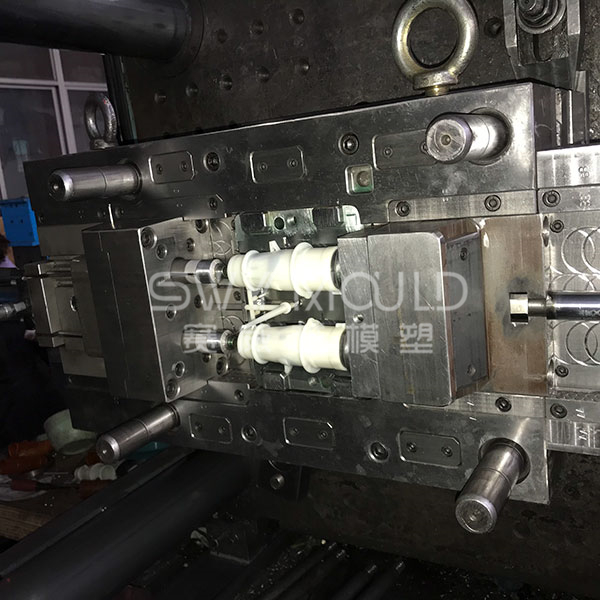
Как контролировать качество пластиковых автомобильных бамперов при литье под давлением?
1. Цикл формования
Время, необходимое для завершения процесса литья под давлением, называется циклом формования, также известным как цикл формования, цикл формования напрямую влияет на производительность труда и использование оборудования. Следовательно, в производственном процессе необходимо обеспечить качество помещения, чтобы минимизировать соответствующее время в цикле формования. Во всем цикле формования время впрыска и время охлаждения являются наиболее важными, они имеют решающее влияние на качество продукции.
2. Контроль давления
Давление в процессе литья под давлением включает в себя как давление пластификации, так и давление впрыска, и напрямую влияет на пластификацию и качество продукта.
3. Контроль температуры
Температуры, которые необходимо контролировать во время литья под давлением, - это температура цилиндра, температура сопла и температура формы. Первые две температуры влияют на пластификацию и текучесть пластика, в то время как последняя температура в основном влияет на текучесть и охлаждение пластика.
Сервис SWY MOLD предоставляет вам
1. Предпродажное обслуживание
Наша компания предоставляет хороших продавцов для профессионального и оперативного общения.
2. Сервисное обслуживание
У нас есть сильные команды дизайнеров, мы будем поддерживать НИОКР клиентов. Если клиент отправляет нам образцы, мы можем сделать чертежи продукта и внести изменения в соответствии с запросом клиента и отправить их клиенту для утверждения. Кроме того, мы поделимся своим опытом и знаниями, чтобы предоставить клиентам наши технологические предложения.
3. Послепродажное обслуживание
Если в течение гарантийного срока у нашего продукта возникнут проблемы с качеством, мы бесплатно вышлем вам замену сломанной детали; Также, если у вас возникнут проблемы с использованием наших форм, мы предоставим вам профессиональное общение.
Преимущества пластиковых форм SWY
1. Конкурентоспособная цена с европейским качеством.
2. Постоянное обслуживание и поддержка.
3. Разнообразные богатые опытные квалифицированные рабочие.
4. Координация нестандартной программы НИОКР.
5. Профессионал в литьевой форме, имеющий современное оборудование.
6. Качество, надежность и долгий срок службы.
7. Все формы автоматические.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.