ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
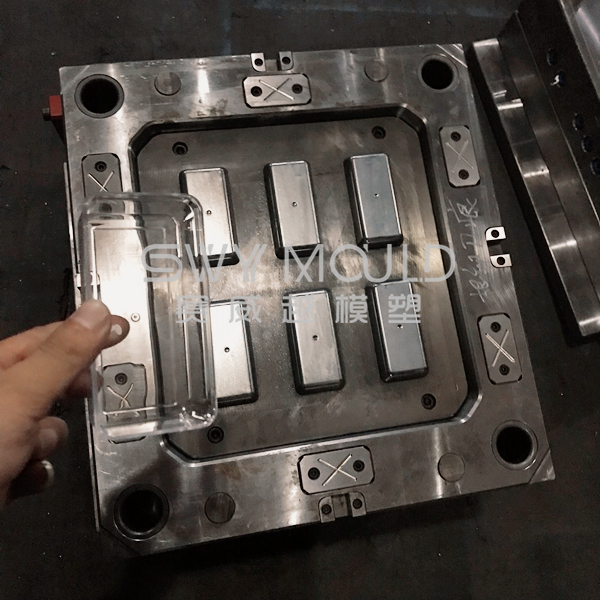
Размер коробки: 200 * 90 * 45 мм
Материал коробки: PS
Сталь пресс-формы: S136
Основание пресс-формы: LKM
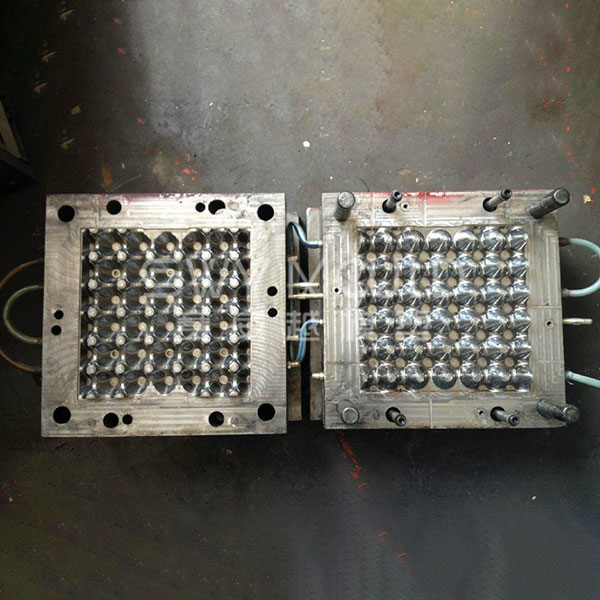
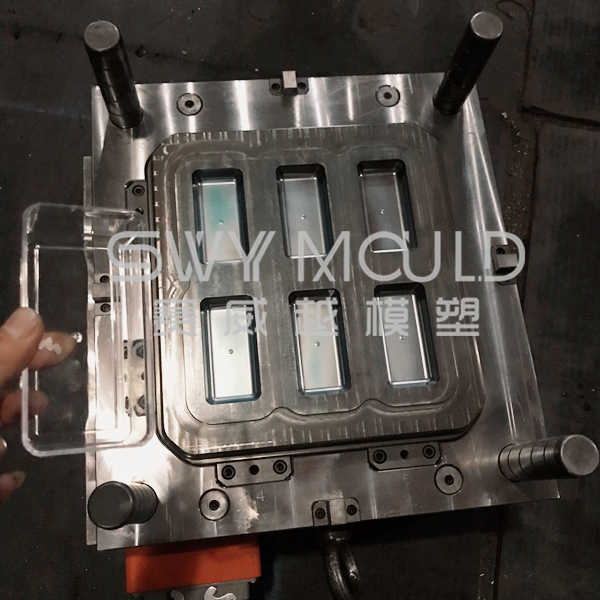
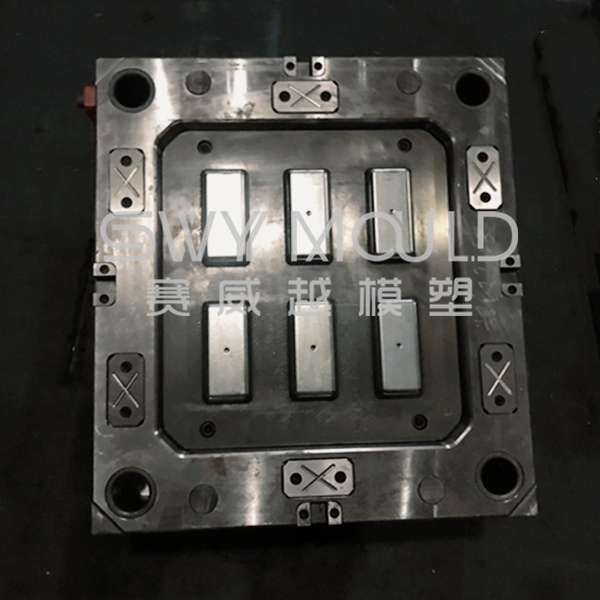
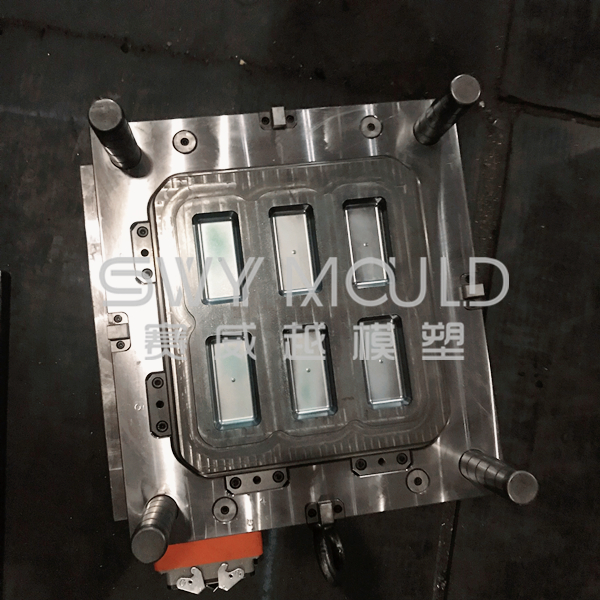
Полость формы: 6
Система выброса: стриппер + газовая система
Время цикла: около 10 секунд
Использование высокоскоростной термопластавтомата
Требования к формам для тонкостенных коробок для печенья
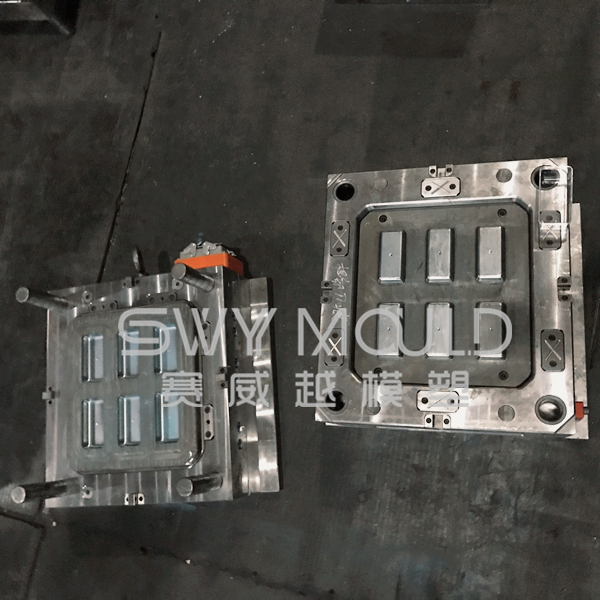
H13 - это основная сталь для тонкостенных форм, сырье обычно должно быть прозрачным, для этого требуются свойства полировки стали. Чтобы обеспечить срок службы формы, тонкостенные формы толще и жестче, чем обычные формы. При высокоскоростном впрыске под высоким давлением для уменьшения деформации при длительном высокоскоростном производстве используется конструкция ребра жесткости.
Высокоскоростной впрыск требует соответствующей вентиляции и более высокой точности инструментов, твердость стали должна быть выше HRC42. NAK-80 или 718H только с HRC30, указанным выше, для обеспечения литья под давлением с равномерной толщиной стенки.
Многогнездные пресс-формы более требовательны, они оснащены выталкивателем и нагнетателем, которые позволяют быстро извлекать продукт из формы для быстрого зажима пресс-формы для повышения производительности.
Для изготовления тонкостенных пресс-форм для литья под давлением S136 с HRC43-45 обычно является нашим выбором, H13 с HRC43-45 может быть вторым выбором для экономичных инвестиций.
Трудности литья тонкостенных изделий под давлением
Поскольку форма холодная, когда расплав тонкостенного материала для литья под давлением заполняет полость формы, внутренняя стенка формы образует затвердевший слой, толщина стенки при литье под давлением изменяется, тем самым снижая текучесть пластика. Чем меньше толщина стенки пластикового изделия, тем серьезнее эта ситуация. Когда наполнение не завершено, канал циркуляции сырья исчезает из-за утолщения твердого слоя, и продукт утилизируется. Следовательно, тонкостенные формы для литья под давлением обычно необходимо согласовывать с высокоскоростными литьевыми машинами, и когда затвердевший слой не слишком толстый, литье под давлением завершается. Увеличение скорости впрыска требует увеличения усилия зажима формы для литья под давлением, а также необходимо предотвратить деформацию изделия из-за высокого внутреннего напряжения изделия после извлечения из формы.
В целом, что касается конструкции машины для литья под давлением, стандартные машины для литья под давлением должны соответствовать требованиям для литья под давлением тонких стенок.
Выбор сырья для формования пластиковых коробок для печенья
Для нормального производства продуктов мы рекомендуем использовать пластмассы с высокой текучестью, такие как PP, PS / ABS, в зависимости от требований к продукту.
Если у вас есть сомнения, свяжитесь с SWY MOLD, мы хотели бы вас представить.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.