ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

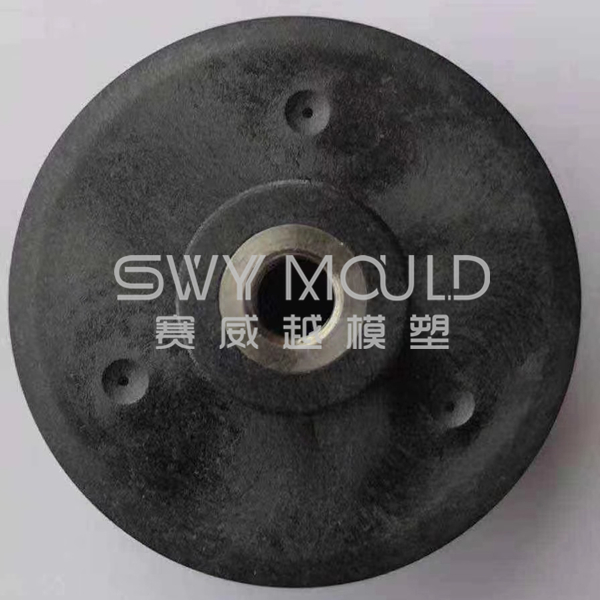

Материал детали: PA6
Материал пресс-формы: S136
Основание пресс-формы: 60 #
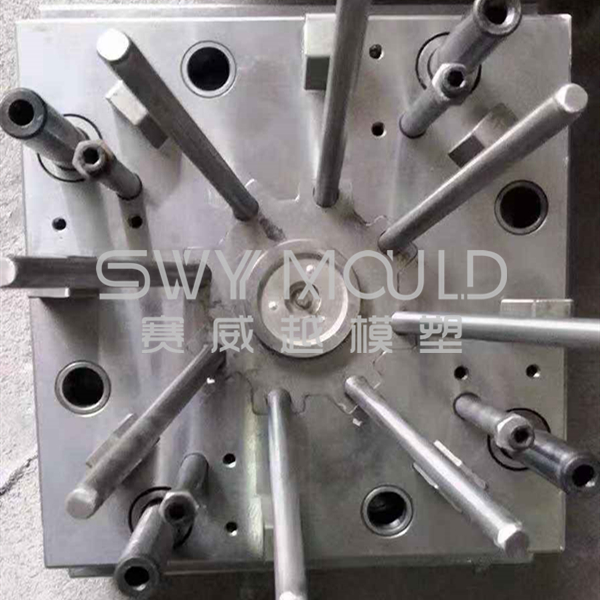
Полость пресс-формы: одиночная
Система впрыска: холодный бегун
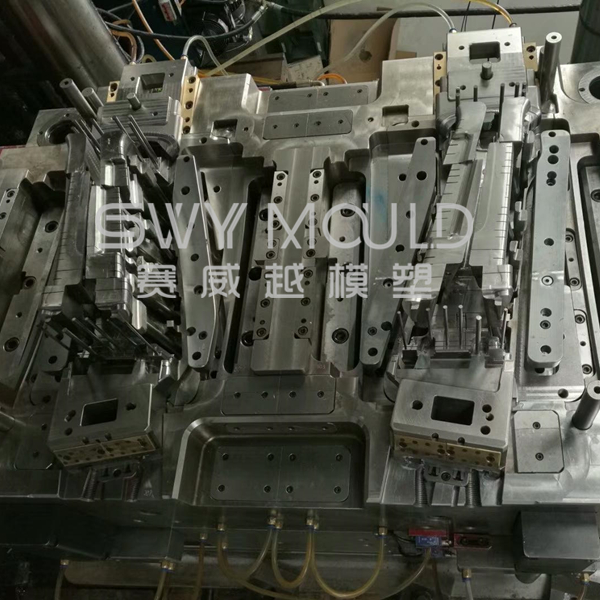
Структура пресс-формы: слайдер + система вытягивания сердечника
вставка молдинга
Время T1: 60 дней
Основной принцип выбора поверхности разъема
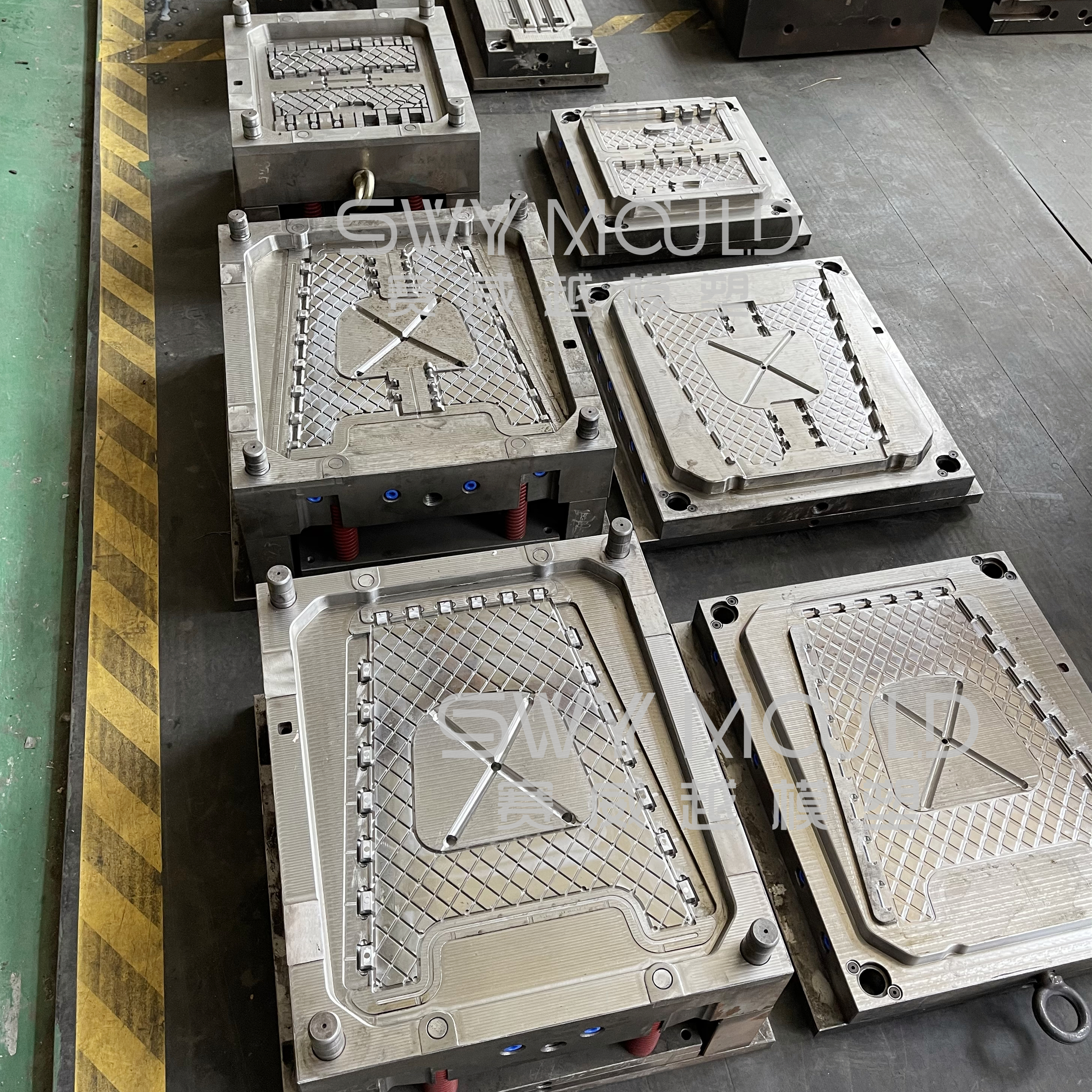
1. Поверхность разъема следует подбирать по максимальному контуру пластмассовой детали. Когда направление разъема пластиковой детали было первоначально определено, поверхность разъема должна быть выбрана по максимальному контуру пластиковой части, то есть пластиковая часть, проходящая через направление. Площадь поперечного сечения является наибольшей, в противном случае пластиковые детали не могут выйти из полости.
2. Определите подходящий режим удержания формы, чтобы облегчить плавное извлечение пластиковой детали из формы. С момента выброса детали разделяющая поверхность должна оставаться как можно дальше сбоку от подвижной формы. Однако, когда стенка детали довольно толстая, а внутреннее отверстие маленькое, сила затяжки сердечника редко используется для точного определения того, остается ли деталь в сердечнике или в матрице. В это время основная часть сердечника и матрицы могут быть установлены на стороне подвижной формы, а верхняя труба может использоваться для извлечения из формы. Когда металл элемента трубы (без резьбового соединения) заделан в отверстие в заготовке, сердечник не создает усилия затяжки.
3. Обеспечьте точность и внешний вид детали, а также высоту вертикальной части разделяемой поверхности. Если точность высокая или требуется форма или внутреннее отверстие с высокой соосностью, для обеспечения точности ее следует установить как можно больше. Половина полости формы. Поскольку поверхность разъема неизбежно оставляет следы заусенцев или швов в детали, поверхность разъема предпочтительно не выбирать на светлой и гладкой внешней поверхности изделия или в углу с дугой окружности.
4. Поверхность разъема должна разделять форму на части, которые легко обрабатывать, чтобы уменьшить сложность обработки.
5. Не препятствует распаду продукта и образованию сердцевины. При размещении детали в полости необходимо избегать бокового или бокового отверстия, перпендикулярного движению открытия формы.
6. Способствует разумной утилизации литниковой системы.
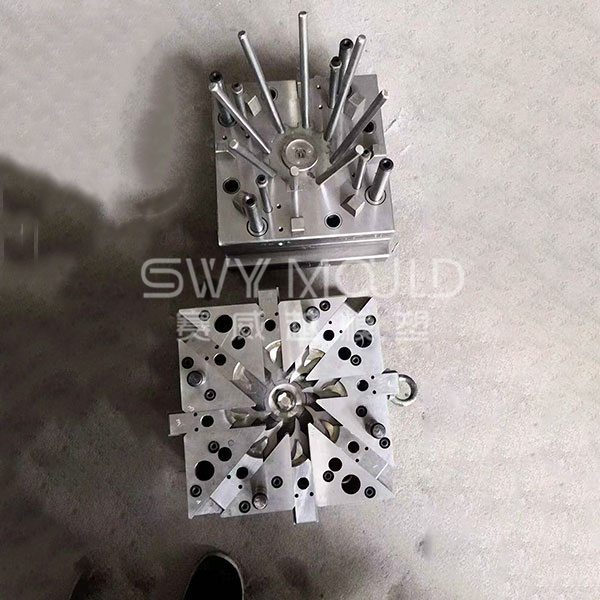
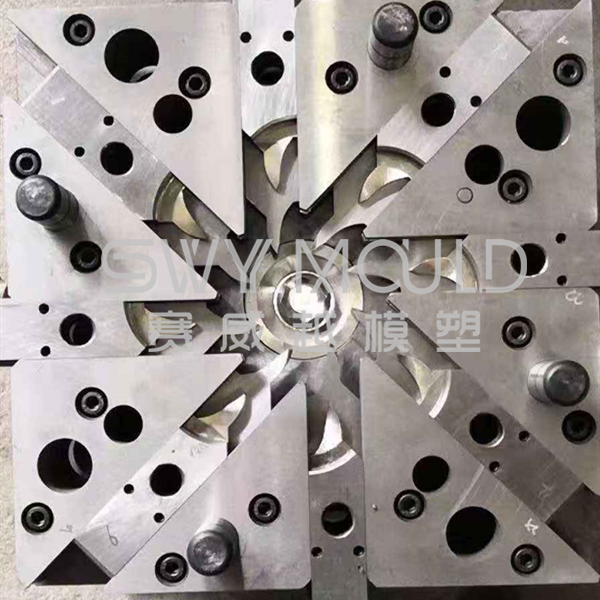
7. Как можно ближе к концу потока для облегчения вентиляции. Выбор поверхности профиля вентилятора Из-за сложной формы лопастей и необходимости обеспечения соосности трудно удовлетворить требования при использовании единой формы профилированной поверхности.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.