ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

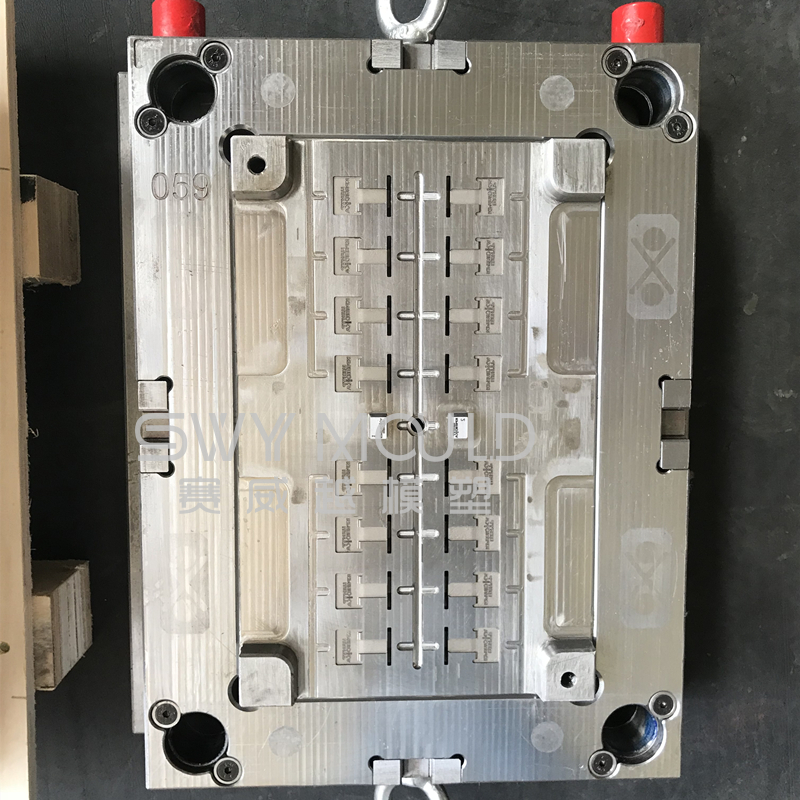
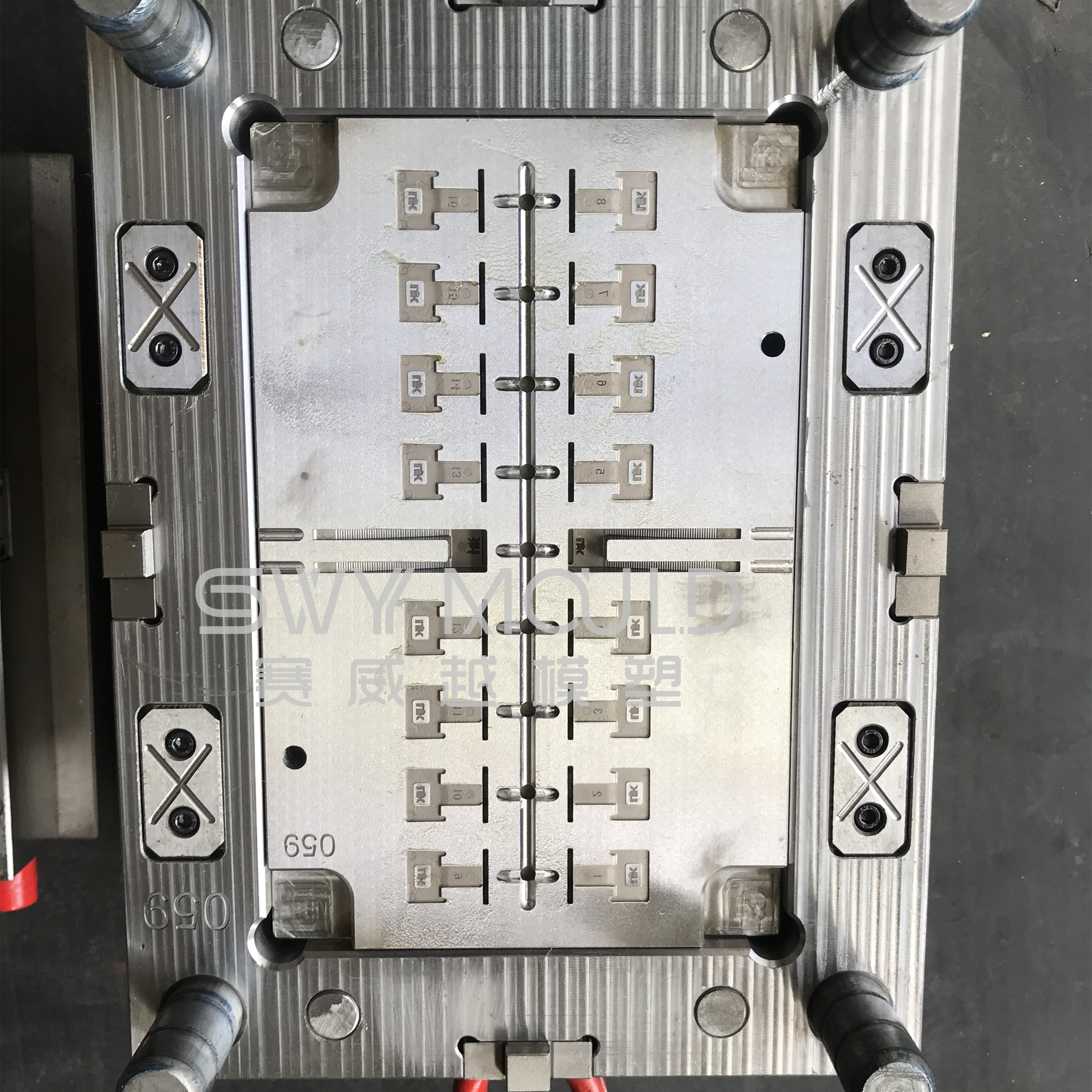
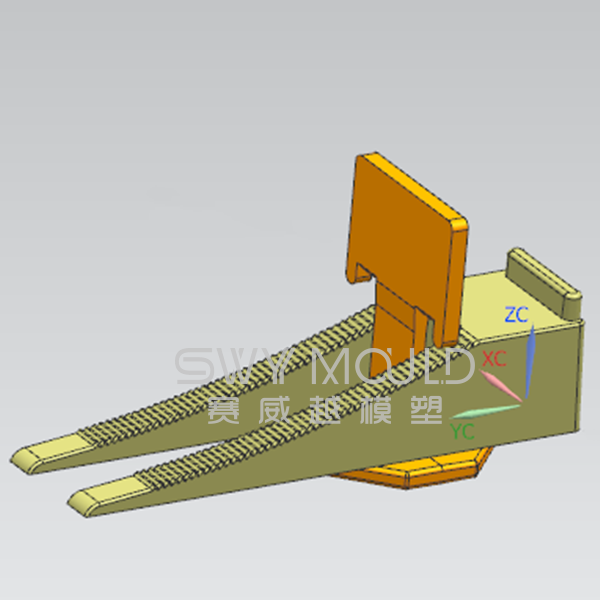
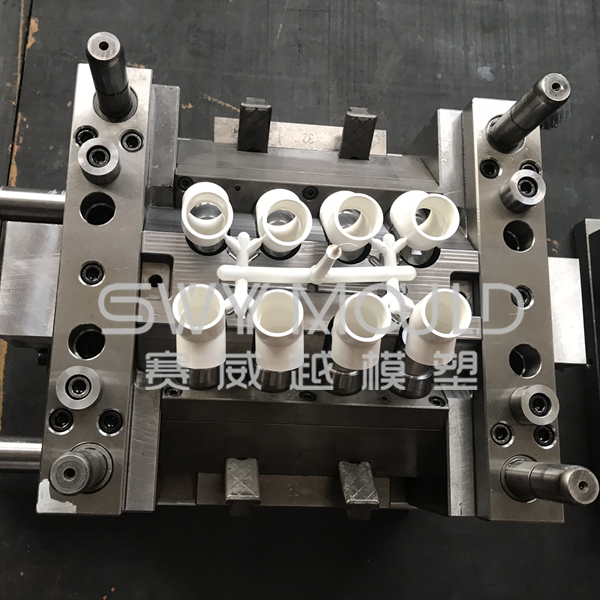
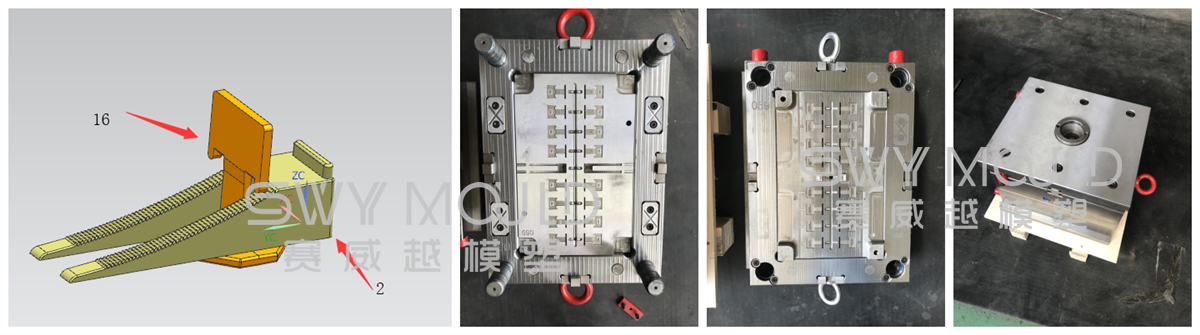
Этот фиксатор состоит из двух частей, составляющих одну форму с множеством полостей.
Пластиковая смола: PE
Полость формы: 16 + 2
Сталь пресс-формы: 718
Твердость стали: HRC34-38
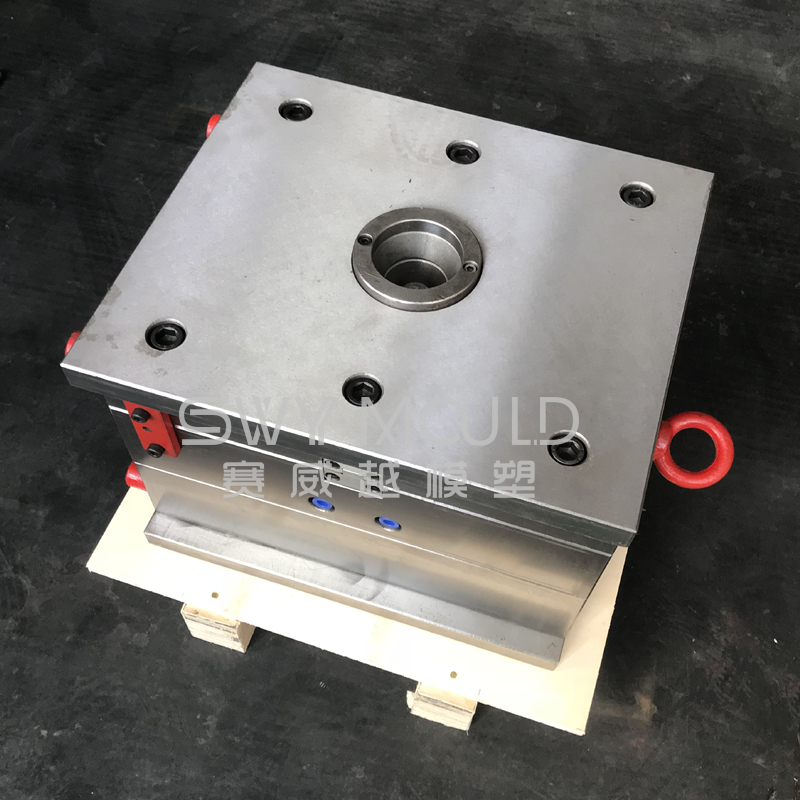
Основание пресс-формы: LKM
Система ворот: подводные ворота
Процесс изготовления пресс-формы для системы выравнивания пластика керамической плитки
1. Обзор нового продукта
Первый этап - это дизайн детали, которую вы хотите сделать. Вам понадобится законченный 3D-дизайн и глубокое понимание того, что вы создаете. Ключевым моментом является то, что мы начинаем с обзора конструкции продукта, чтобы убедиться, что этот проект правильно подходит для литья пластмасс под давлением. Помимо предоставления нам важной информации для целей цитирования, обзор нового продукта также даст нам возможность предоставить конструктору важные отзывы о потенциальных недостатках или недостатках.
2. Цитирование
После ознакомления с продуктом мы сможем указать стоимость изготовления пресс-формы и изготовления деталей. Расчетное предложение будет предоставлено на рассмотрение проектировщику.
3. Получение и проверка заказа на поставку.
После того, как мы получим заказ на поставку, обе стороны рассмотрят заказ на поставку и контракт до подписания окончательного соглашения. Очень важно, чтобы заказ на поставку и договорное соглашение были подробно рассмотрены обеими сторонами.
4. Изготовление пластиковых форм для литья под давлением
Четвертый этап - это разработка и создание формы. После того, как пресс-форма построена, она должна пройти строгий процесс проверки. Как только это будет выполнено, деталь должна пройти столь же напряженный процесс проверки. Наконец, мы разработаем процедуры обеспечения качества, чтобы поддерживать высокий уровень качества. Каждая деталь будет иметь свои собственные уникальные процедуры контроля качества, разработанные в соответствии с ее спецификациями.
5. Производство или отгрузка
Наконец, производство может приступить к выполнению заказа на поставку. С этого момента SWY MOLD будет хранить и обслуживать форму.
Если у вас есть собственная машина для литья пластмасс под давлением, мы проверим все детали о пресс-форме и документации, а затем упакуем и отправим вам пресс-форму.
Функции пружины в пресс-форме для литья под давлением
Как одна из широко используемых упругих деталей в формах, пружины в основном используются для разгрузки, сжатия материала, толкания и выталкивания. В зависимости от грузоподъемности пружины отмечены пятью разными цветами, чтобы их было легче различать и выбирать.
Наружные диаметры пружины: Φ6, Φ8, Φ10, Φ12, Φ14, Φ16, Φ18, Φ20, Φ22, Φ25, Φ30, Φ35, Φ40 и Φ50 и т. Д.

О конструкции пружинных отверстий
1. Диаметр отверстия под пружину должен быть на 1-2 мм больше диаметра пружины и скрывать глубину 20-30 мм в пластине B.
2. Обычно пресс-форма должна быть оборудована пружинами RP, диаметр отверстия которых рассчитывается как: расстояние выброса * 2 + 10 мм, а длина пружины - это глубина отверстия пружины + 10 мм.
3. Когда для пресс-формы требуется автоматическое производство, пружины TR часто необходимо устанавливать под RP.
Требования к установке пружины пресс-формы
1. Предварительная нагрузка пружины устанавливается в пределах 5-10 мм в состоянии предварительного действия.
2. Предварительная нагрузка пружины устанавливается на значение более 10 мм, когда требуется возврат в первую очередь.
3. Если пресс-форма сконструирована с механизмом углового подъемника без защелкивания, нет необходимости устанавливать пружины под RP, чтобы предотвратить оттягивание продукта подъемником.
4. Максимальный прогиб пружины не может превышать 40%. Пружины пресс-формы, экспортируемые в США, нельзя надевать на возвратный штифт.
5. Величина предварительного натяга обычно составляет 10% от свободной длины.
6. Обычно, когда применяется возвратная пружина выталкивателя формы, вместо коэффициента предварительной нагрузки принимается величина предварительной нагрузки (часто от 10 до 15 мм).
Техническое обслуживание пресс-формы для системы выравнивания пластика керамической плитки
Правильный уход за инструментом важен для того, чтобы помочь нам поставлять качественную продукцию и сократить время простоя из-за потенциальных проблем, связанных с плесенью. Опережая проблемы до запланированного запуска пресс-формы, мы избегаем задержек из-за незапланированного простоя пресса. Наш SWY также позволяет нам ставить цели при длительных производственных циклах. Установив эти цели, мы можем знать, когда вынимать пресс-форму для планового обслуживания, прежде чем произойдет что-то серьезное, например, изготовление деталей, не соответствующих спецификации, или до того, как пресс-форма сломается, что приведет к дорогостоящему ремонту.
1. Очистите и смажьте
Процесс чистки и смазки - наша низшая форма. Это не делается для каждой формы, но выполняется на формах, которые требуют более частого внимания из-за сложности материала, используемого для изготовления детали. Некоторые смолы создают больше газов и отложений, что требует более частой очистки формы. Мы очищаем линию разъема пресс-формы и наносим надлежащую смазку на движущиеся компоненты. Мы также проверяем наличие повреждений и износа, которые могут повлиять на работу пресс-формы и целостность детали. Это простое обслуживание можно проводить, пока пресс-форма находится в прессе. Общая частота составляет от 5000 до 50 000 циклов.
2. Общее обслуживание
В зависимости от сложности пресс-формы, более крупномасштабное общее обслуживание обычно выполняется в соответствии с количеством циклов или количеством запусков пресс-формы. Базовые пресс-формы для открывания и закрывания без сложных действий нуждаются в общем обслуживании от 250 000 до 500 000 циклов. Пресс-форма с множеством движущихся частей требует более внимательного изучения, поэтому мы проводим общее техническое обслуживание каждые 100 000 циклов.
Осматриваем последний снимок детали из формы на предмет повреждений или дефектов. Если все хорошо, идем дальше и разбираем форму полностью. Пластины пресс-формы очищаются и проверяются на наличие признаков износа, проверяется глубина вентиляции и заменяются уплотнительные кольца. Любая неисправная или поврежденная часть формы подлежит ремонту. Если пресс-форма оснащена горячим бегунком, мы проверяем ее на наличие утечек и проверяем состояние компонентов. Затем мы собираем форму, проводим тщательную проверку системы и готовим ее к производству или хранению.
3. Капитальный ремонт
Каждая пресс-форма подвергается серьезному профилактическому обслуживанию, от 500 000 до 1 миллиона циклов. Этот процесс включает в себя все шаги, выполняемые при общем обслуживании, и требует гораздо более глубокого изучения. Мы измеряем характеристики центровки пресс-формы, сравниваем их с их базовым «новым» состоянием и заменяем их по мере необходимости. Все остальные компоненты измеряются до исходных размеров печати и возвращаются в новое состояние. Мы очищаем каждый проход для воды в форме, удаляя все заглушки из труб, перегородки и водяные фитинги. Если отделка полости пресс-формы вообще испортилась, мы ее восстанавливаем. Когда все сказано и сделано, мы восстанавливаем пресс-форму в условиях, отличных от новых, и снова запускаем ее!
Если у вас есть дополнительные вопросы об уходе за пресс-формой и ее обслуживании, или о каких-либо других услугах, связанных с пресс-формой для литья пластмасс под давлением, свяжитесь с нами через наш веб-сайт www.swymould.com или по телефону +86 157 5766 8880.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.