ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Размер проставки: 2,5 * 2,5 * 23 мм
Сырье: HDPE
Сталь пресс-формы: P20
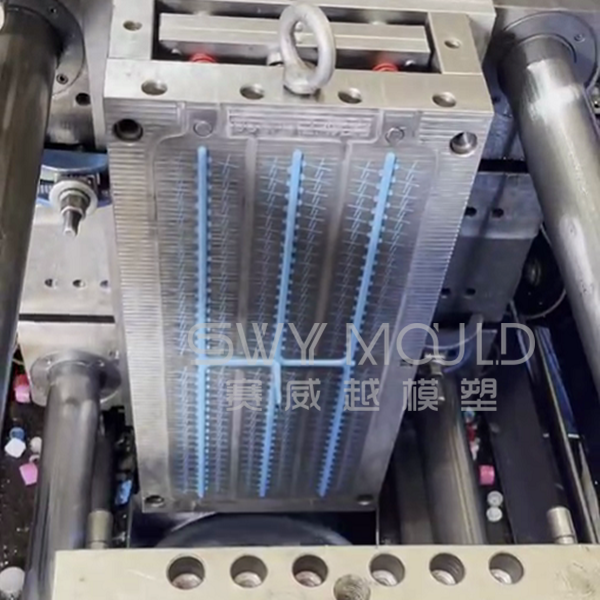
Полость формы: 216
Основной материал: C50
Система впрыска: холодный бегун
Система выталкивателя: штифт выталкивателя посередине
Срок выполнения: 35 дней
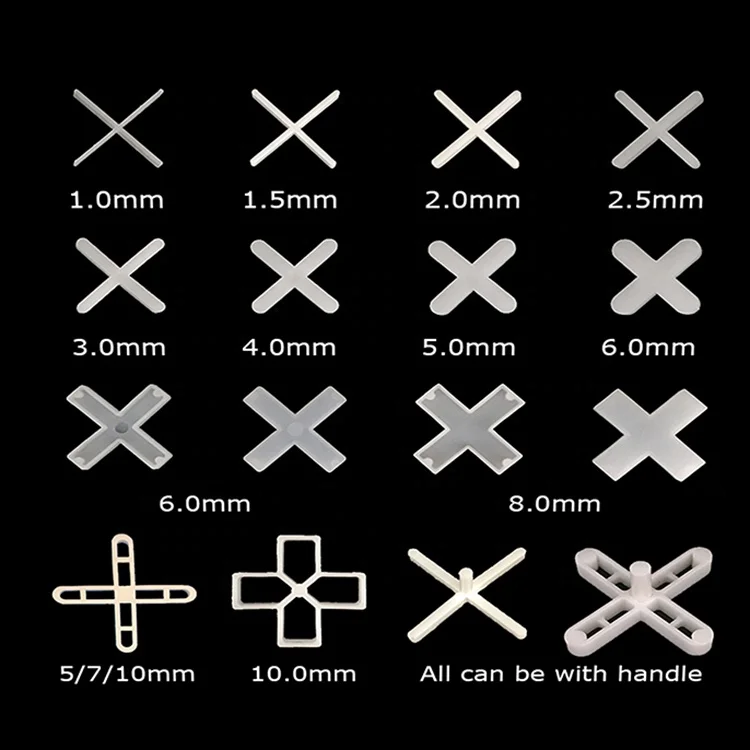
Что такое распорки для плитки?
Прокладки для плитки - это небольшие пластиковые предметы, которые обычно имеют Т-образную или крестообразную форму. Они бывают разных размеров, от 1 мм до 10 мм.
Они используются для сохранения постоянного пространства или «зазора» между плитками при их укладке на клей. Это позволит получить ровную отделку, когда пришло время затирать плитку.
Чтобы использовать их, вы размещаете распорки в каждом углу плиток, когда кладете их, и сдвигаете плитки вместе, пока распорка не коснется каждого угла. Они удаляются вскоре после завершения установки плитки и обычно могут быть повторно использованы в будущем проекте.
Наш заказчик прислал нам свои характеристики продукта. Впервые он попросил нас сделать спецификацию формы 2,5 мм.
Для пресс-формы такого маленького размера очень важна механическая обработка для обеспечения точности размера.
Факторы, которые необходимо учитывать при изготовлении пресс-форм для пластиковых крестовых прокладок для керамической плитки
1. Выбор литейной стали
Материалом для изготовления пластиковых форм для литья под давлением должна быть высококачественная легированная инструментальная сталь с высокими механическими свойствами и низкой термической ползучестью. Материал пресс-формы для изготовления полости и бегунка должен выбираться путем строгой термообработки с высокой твердостью, хорошей износостойкостью, высокой коррозионной стойкостью и стойкостью к термической деформации. В то же время следует учитывать сложность и экономичность механической и электрической обработки. Чтобы предотвратить возникновение изменений старения и изменить точность размеров пластиковых форм для литья под давлением, необходимо указать обработку отпуска или низкотемпературную обработку, чтобы уменьшить остаточную ткань термической обработки материала формы при проектировании формы.
2. Конструкция пресс-формы с учетом
* Размер пресс-формы, толщина стенки полости; взаимосвязь между сроком службы и производственной стоимостью, а также влияние размера термопластавтомата на инвестиционные затраты, а также на стоимость производства.
* Прочность вставки и надежность ее размещения.
* Старайтесь не допускать, чтобы отдельные части или определенное положение в полости стали слабым звеном.
* Направляющий столб играет важную роль в процессе перемещения формы, поэтому необходимо учитывать ее прочность и износостойкость. При выборе, обработке и сборке других материалов в основном учитываются противоречивые отношения между стоимостью и качеством, которые здесь повторяться не будут.
* Перед тем, как прецизионная пластиковая форма открыта, рычажно-рычажный переключатель не ослабил зажимное усилие, особенно при перегрузке, сердечник не был восстановлен, а пластик остыл. Следовательно, трение между металлом и пластиком значительно увеличивает износ сердечника.
* Когда пресс-форма открыта, рычажно-рычажный переключатель будет производить вибрацию из-за внезапного ослабления зажимного усилия, что усугубит повреждение некоторых нагруженных деталей.
3. Контроль обработки пресс-форм.
Чтобы сохранить точность пластиковых форм для литья под давлением при давлении впрыска и усилии зажима, при проектировании конструкции формы необходимо учитывать возможность шлифовки, шлифовки и полировки деталей полости. Несмотря на то, что полость пресс-формы для литья пластмасс под давлением и обработка стержня достигли высоких требований к точности, степень усадки такая же, как и ожидалось. Однако из-за смещения центра во время формования соответствующие размеры внутренней и внешней сторон отливаемого изделия трудно удовлетворить требованиям к конструкции пластмассовых деталей. Для поддержания точности размеров передней и задней полостей пресс-формы на поверхности разъема, помимо настройки общей направляющей стойки и центрирования направляющей втулки, необходимо добавить блоки позиционирования, такие как конический позиционный штифт или клиновой блок, чтобы обеспечить точность и надежность. размещение пластиковой формы для литья под давлением.
Форма для литья под давлением пластиковых крестовин для керамической плитки производства SWY MOLD
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




