ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Полость пресс-формы: P20H
Основание пресс-формы: C50
Полость пресс-формы: мульти-полость
Тип литья: литье под давлением
Срок службы пресс-формы: 1000000 выстрелов
Обработка поверхности: полировка
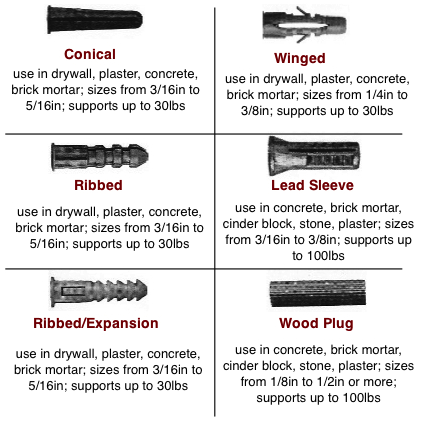
Винтовая пластиковая расширительная пробка
Эти типы анкеров являются наиболее распространенными, и когда вы думаете о анкерах для гипсокартона, вы, вероятно, думаете о них. Это небольшие пластиковые якоря, которые довольно просты, и вы увидите их включенными в большинство комплектов полок, которые вы можете купить в магазине.
Их называют распорными анкерами, потому что, когда вы ввинчиваете шуруп, они расширяются и прижимаются к гипсокартону, чтобы врезаться в него. Они не лучший тип для использования, так как они не могут выдержать большой вес (возможно, от 10 до 20 фунтов, самое большее), но они отлично подходят для более тяжелых рамок для картин и небольших полок. Иногда на упаковке анкеров указывается максимальная сила удержания, но если нет, лучше перестраховаться и выбрать более сильный анкер (например, те, которые обсуждаются ниже), если вы не уверены.
1. Как установить пластиковую расширительную заглушку?
* В любом случае, чтобы использовать распорный анкер, начните с просверливания отверстия в гипсокартоне примерно того же диаметра, что и анкер.
* После этого аккуратно забейте анкер в стену. Здесь вы обнаружите, что просверленное отверстие либо слишком велико, либо слишком мало. Вы хотите, чтобы якорь вошел довольно плавно с небольшим сопротивлением, но вы не хотите бороться с ним, чтобы заставить его войти.
* Забейте анкер до тех пор, пока он не будет на одном уровне со стеной.
* Затем возьмите винт и начните вбивать его в якорь. Убедитесь, что ваша полка (или то, что вы устанавливаете) размещена там, где вы хотите, а затем вверните винт. Однако, если вы просто вешаете зеркало или рамку для картины, вы можете вкрутить саморез, а потом повесить зеркало. Прекратите заворачивать, когда винт затянется.
2. Различные типы пластиковых анкеров.
Эти анкеры бывают трех основных типов: муфтовые, рычажные и распорные. Используйте ту, которая будет безопасно выдерживать вес подвешиваемого объекта.
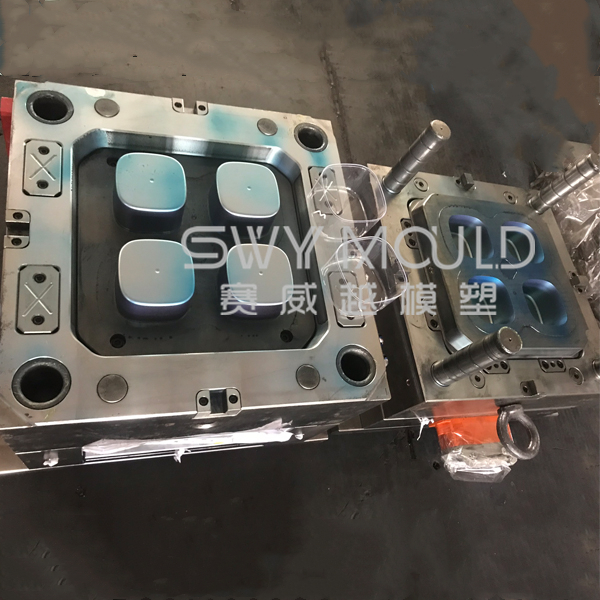
Форма с одним или несколькими гнездами, что лучше всего подходит для вашего проекта?
При производстве пластмассовых изделий методом литья под давлением вы можете использовать пресс-форму с одной или несколькими полостями. В чем разница между ними и как выбрать лучший для вашего проекта литья под давлением? SWY MOLD объяснит все это и многое другое ниже.
1. Разница между пресс-формами с одной и несколькими полостями.
Пресс-форма с одной полостью производит один продукт за цикл, в то время как пресс-форма с несколькими полостями производит более одного продукта за цикл.
2. Что такое полость в отливке?
Последовательность событий во время литья пластмассовой детали под давлением называется циклом литья под давлением. Цикл начинается, когда форма закрывается, после чего происходит впрыскивание полимера в полость формы. После заполнения полости поддерживается удерживающее давление для компенсации усадки материала.
3. Время цикла
Нужна ли вам пресс-форма с одним или несколькими гнездами, зависит от количества продуктов, которые вы хотите произвести в течение определенного периода времени, и от экономической выгоды. Если время цикла вашего продукта составляет одну минуту, вы никогда не сможете производить один миллион продуктов в год с помощью пресс-формы с одной полостью путем литья под давлением. В конце концов, в году всего 525 600 минут. Кроме того, требуется время, чтобы оптимально настроить процесс литья под давлением. Также рассчитываем время на профилактическое обслуживание формы. Если ваша цель - производить миллион продуктов в год, вам понадобится многогнездная пресс-форма, например пресс-форма с четырьмя или восемью гнездами. Специалисты SWY помогут вам сделать правильный выбор.
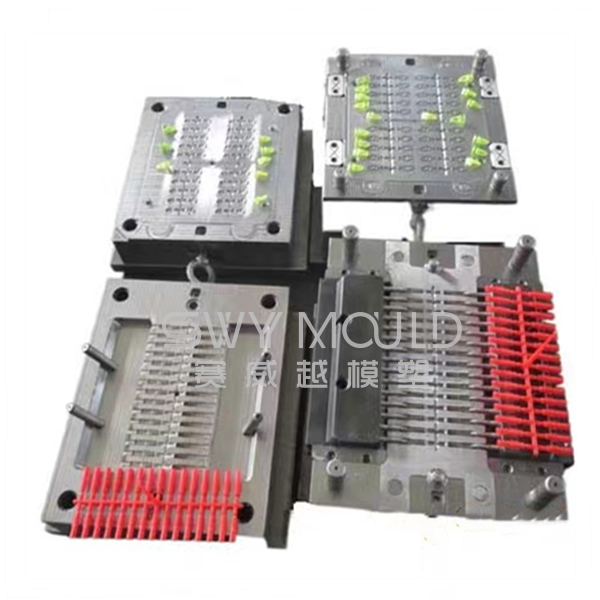
4. Плюсы многогнездной пресс-формы
* Желаемое количество продуктов будет готово быстрее из-за более короткого времени выполнения заказа на партию.
* Вы можете производить больше продуктов с той же формой в рамках гарантии выстрела
* Форма с четырьмя гнездами в большинстве случаев имеет более низкую совокупную стоимость владения (TCO), чем четыре формы с одной полостью.
* Более эффективное использование времени цикла
* Значительные преимущества масштаба для стабильных процессов
* Более низкая цена детали
5. Минусы многогнездной пресс-формы
* Одна пресс-форма с несколькими полостями требует более существенных вложений, чем одна пресс-форма с одной полостью
* Более длительное время выполнения заказа для производителя пресс-форм
* Если есть какие-либо проблемы с одной из полостей, всю форму придется вынуть из машины, что означает, что другие полости также не могут быть использованы
* При использовании автоматизированного процесса для работы с пресс-формой с большим количеством полостей (тридцать две или более) каждая полость должна быть абсолютно идеальной.
Ржавчина пластиковых форм для литья под давлением и ее решение
Формы для литья под давлением в основном изготавливаются из инструментальной стали. Во время работы он должен контактировать с агрессивными газами, водой и другими веществами, вызывающими ржавчину. Пластиковые детали, сделанные из ржавых форм, вызовут проблемы с качеством, и их следует исключать.
1. Газы от разложения расплава
Некоторые виды сырья при нагревании выделяют летучие газы. Многие сырьевые материалы также выделяют летучие газы при перегреве. Эти газы вызывают коррозию и распространяются по машине. Когда форма не работает, это вызовет коррозию формы.
Для этого, когда машина перестанет работать, протрите форму мягкой тканью и закройте форму. Если он не используется в течение длительного времени, следует обработать полость формы ингибитором ржавчины. При закрытии формы ее следует смазать сливочным маслом и залить водой. рот.
2. Охлаждающая вода в форме.
В пресс-форме проходит несколько каналов охлаждающей воды, которые просыпаются и охлаждают, поэтому вокруг машины образуется больше водяного пара. Если форму охладить до точки росы, влага из воздуха будет образовывать капли воды на поверхности формы, и она легко заржавеет, если ее вовремя не стереть.
Конденсат будет образовываться быстро, особенно после того, как форма перестанет работать. Поэтому не прекращайте формование легко, даже если вы хотите остановиться, отключите подачу охлаждающей воды и вытрите форму насухо.
3. Карбид, образующийся при формовании.
После продолжительной эксплуатации формы карбиды осаждаются и разлагаются в формовочном материале, что часто вызывает износ, коррозию или ржавчину формы. В связи с этим при обнаружении карбидов их следует немедленно стереть и протереть сухой тканью.
Чтобы избавиться от возможной ржавчины в охлаждающем канале пресс-формы и обеспечить хорошее охлаждение, для некоторых высококачественных пресс-форм или требований заказчика SWY будет использовать нержавеющую сталь для основы пресс-формы.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.