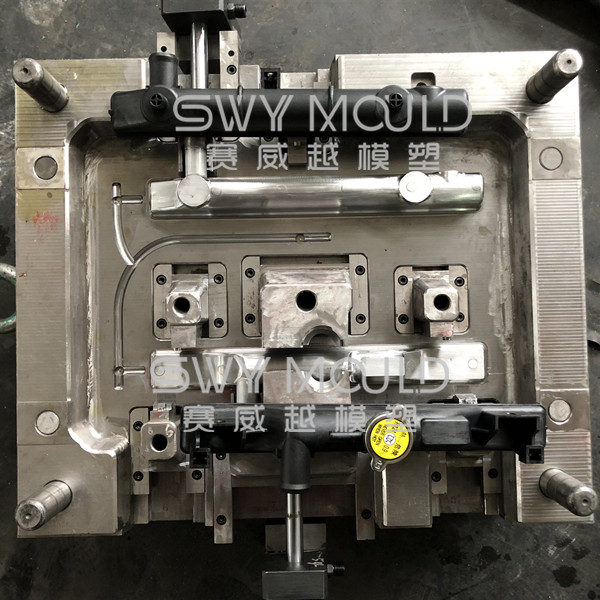
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.





Пластиковая смола: PP
Сталь пресс-формы: 718
Основание пресс-формы: C45
Система впрыска: горячеканальная 1 капля
Система выброса: штифт для выброса + удаление воздуха
Размер формы: 357 * 357 * 244 мм
Вес формы: 160 кг
Срок выполнения: 35 дней
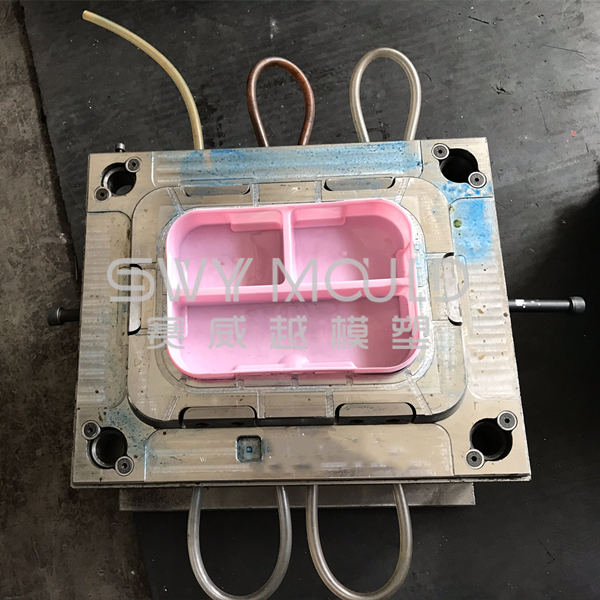
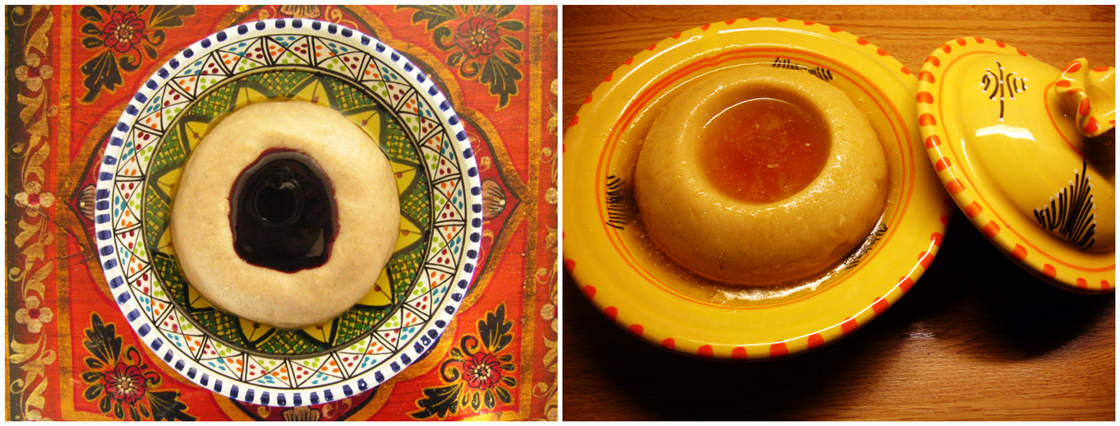
Что такое Асида и как пользоваться этой круглой чашей
Асида, также называемая асида, представляет собой блюдо, приготовленное из куска теста из сваренной пшеничной муки, обычно с добавлением масла или меда. Это простое, но богатое блюдо, которое обычно едят вручную, часто едят во время религиозных праздников.
Есть разница в нижней части с другими чашами, это связано с использованием этой специальной чаши.
Система выталкивания в пресс-форме для литья пластмасс под давлением
1. Положение выталкивателя
Выбрасывается на 10-15 мм от края формованного изделия (контролируется прижимной пластиной)
2. Типы выброса
* Выталкиватель штифта
* Эжектор лезвия
* Рукав выталкивателя
* Выталкиватель планки съемника
* Выталкиватель пластины съемника
* Лифтер
* Воздушный эжектор
3. Основные требования к выбросу
* Изделие выбрасывается равномерно, без следов выброса, целиком и по форме;
* Основные части выброса: стенки, ребра, отверстия и стержни;
* Установите блокировку остановки при небольшом уклоне или наклоне;
* Добавьте противоскользящие полосы на крутых склонах;
* Штифт находится на уровне или на 0,2 мм выше поверхности разъема;
* Интервал между выталкивающими штифтами должен быть целым числом;
* Штифт выталкивателя находится на расстоянии не менее 1 мм от поверхности разъема; если поверхность разъема больше 30 мм, она должна находиться на расстоянии не менее 2 мм от края; если поверхность разъема выше 60 мм, она должна находиться на расстоянии не менее 3 мм от края;
* Установите зазор 0,5 мм между выталкивающим штифтом и выталкивающей пластиной и пластиной B;
* Установите зазор 20 мм, 30 мм и 35 мм между выталкивающим штифтом и поверхностью разъема для пресс-форм малого, среднего и большого размера;
* Лучше больше, чем меньше, лучше большое, чем маленькое.
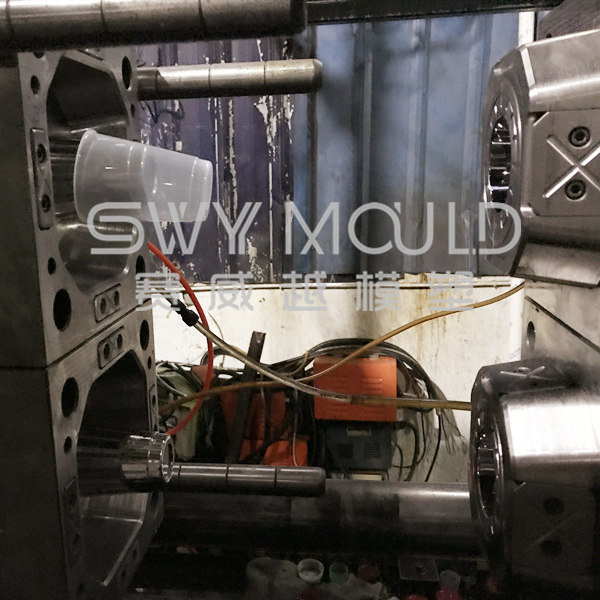
Горячеканальная система в форме для литья под давлением с пластиковой чашей
Благодаря своей выдающейся прочности горячеканальная пресс-форма получила широкое применение.
1. Короткое время цикла
Без системы направляющих, контролирующей время охлаждения, вновь сформированные пластиковые детали могут быть выброшены, как только они затвердеют. Таким образом, срок службы многих пластиковых контейнеров, отлитых под давлением, составляет менее 5 секунд.
2. Уменьшение количества пластиковых отходов.
Без системы холодного литника не будет отходов пластика, образующихся во время изготовления горячеканальной формы.
3. Повышенное качество пресс-формы.
Шибер горячеканальной формы высокого качества, что обеспечивает малые остаточные напряжения после извлечения из формы и небольшую деформацию деталей.
4. Готовые пластиковые детали производятся после горячеканальной формовки. Нет необходимости в обрезке ворот и переработке в системе холоднокатаных каналов. Таким образом, ускоряется автоматическое производство.
Контроль качества форм для пластиковых чаш в SWY
1. Метод управления качеством пластиковых форм
Каждый процесс изготовления пластиковой пресс-формы должен осуществляться в строгом соответствии с чертежами, технологическими требованиями, обеспечивать заготовку пресс-формы для литья под давлением, слесарь через шлифование, регулировку, подтверждение завершения сборки пресс-формы в соответствии с положениями системы качества ISO.
2. Методы контроля качества обработки
Руководители команд SWY обладают всесторонним пониманием пластиковых форм и деталей, обладают высокими навыками, чувством ответственности и инициативой.
Каждый монитор будет направлять сложную заготовку перед обработкой в зависимости от сложности работы и четко показывать персоналу, на какие ключевые моменты необходимо обратить внимание, и делать отметки. Только после подтверждения измерений каждого процесса формованная деталь может быть перенесена в следующий процесс.
3. Ответственность каждого процесса
Работа по обработке заключается в обработке формы согласно требованиям чертежей.
При условии хорошего выполнения работы в этом процессе, чтобы обеспечить удобство для других процессов.
4. Обработка ключевых проблемных моментов качества и контрмер в SWY
* Проблема с конструкцией пресс-формы и меры противодействия
* Проблема обработки пресс-форм с ЧПУ и меры противодействия
* Проблема с электроискровым двигателем и меры противодействия
* Проблемы с проволочной обрезкой и меры противодействия
* Проблемные точки и меры противодействия установщику
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.