ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Сырье: ПП
Сталь пресс-формы: P20
Основание пресс-формы: 50C
Бегунок пресс-формы: горячий бегун
Способ выброса: стриптизерша
Гарантийный срок службы пресс-формы: 500000 выстрелов
Срок доставки: 65 рабочих дней
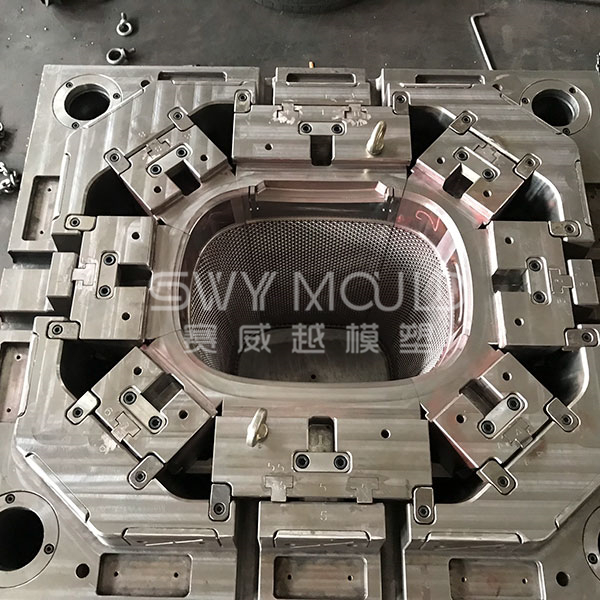
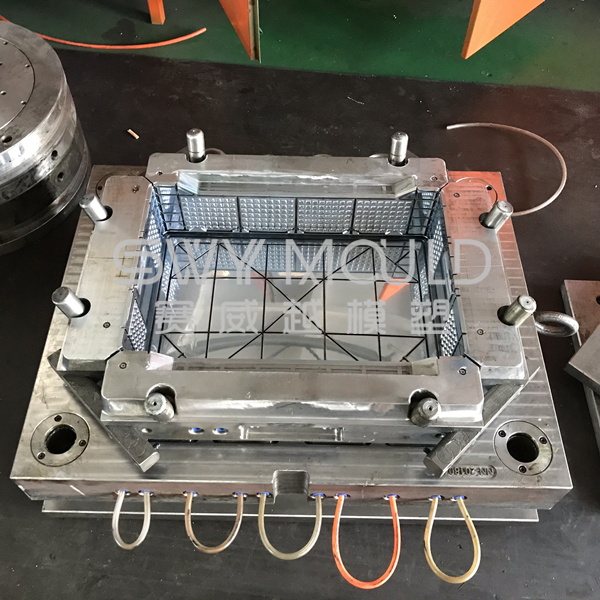
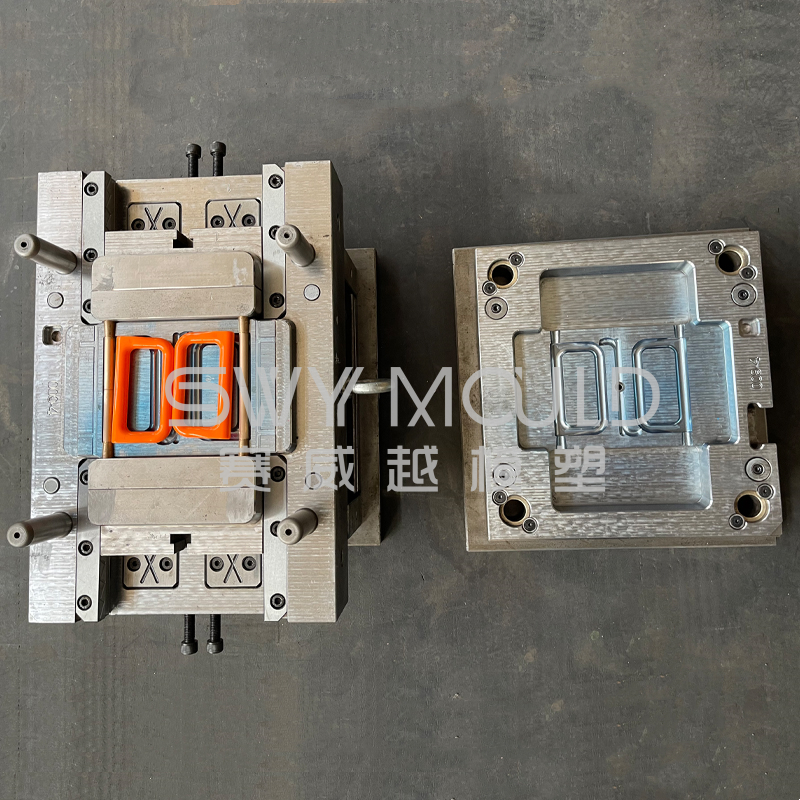
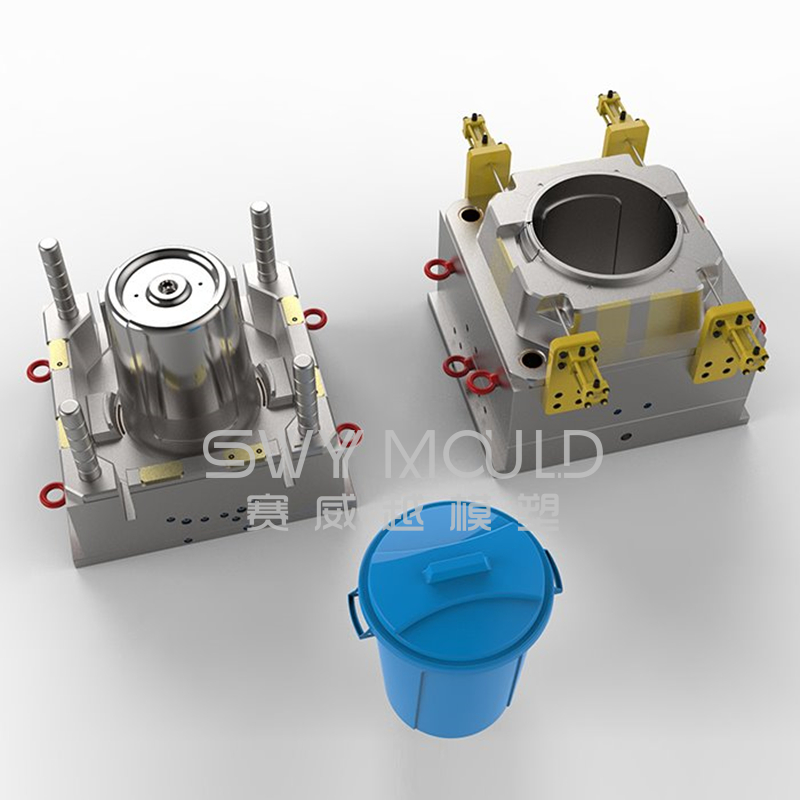
Всего две формы для этого пластикового кухонного мусорного ведра, одна форма для пластикового кухонного мусорного ведра, одна форма для крышки мусорного ведра. SWY MOLD изготовила множество форм для мусорных контейнеров, таких как 1 л, 5 л, 10 л, 15 л, 20 л, 25 л, 40 л, 50 л, 60 л, 120 л и т. Д.
Для этой формы SWY использует масляный цилиндр для перемещения штифтов для отверстий. Сбалансируйте толщину стенок с помощью хорошей оснастки для пресс-форм. При проектировании бункерного продукта и конструкции пресс-формы мы учитываем усадку материала, индекс текучести расплава сырья и т. Д., Чтобы выбрать наилучший размер впускного затвора и положение пресс-форм. Мы выберем наиболее подходящее решение для ваших форм для бункеров в соответствии с вашими требованиями, например, направляющие для пресс-форм, сталь для литейных форм, способ выталкивания пресс-формы и т. Д. Обычно для пресс-форм для бункеров и т. Д. Бытовых форм в основном используется сталь P20 для сердечника и полости формы, она имеет 500000 выстрелы гарантируют срок службы пресс-формы, подходят для бытовых форм.
Для пресс-форм с большими контейнерами вы можете использовать робота, чтобы забирать продукты из термопластавтомата, это будет безопасно для производства, и мы спроектируем пресс-формы, которые будут соответствовать вашей термопластавтомате. После подтверждения дизайна продукта и конструкции пресс-формы мы начнем закупку стали для пресс-форм и оснастку для пресс-форм. Мы будем использовать прецизионное оборудование для обработки формы для бункера, чтобы обеспечить баланс толщины стенок. Мы можем закончить оснастку для пресс-форм в течение 40 рабочих дней, чтобы мы могли отправить вам пресс-формы, и вы могли начать производство в короткие сроки. Если вас интересуют пластиковые формы для мусорных контейнеров, пригодные для вторичной переработки, приветствуем ваш запрос.
Основные этапы работы для пластиковой формы для литья под давлением кухонного мусорного ведра
1. Получение информации от клиентов (концепция, образец, физическая модель, 2D или 3D данные)
2. Преобразование информации в трехмерную модель данных с помощью системы CAD.
3. Купите материал.
4. Фрезерование с ЧПУ и производство электроэрозионных станков.
5. Mold-Trial и изготовлено несколько образцов.
6. Отправьте образец и узнайте мнение клиентов
7. Окончательная обработка плесени.
8. Доставка пресс-форм и обслуживание клиентов.
Факторы, которые необходимо учитывать при обработке и производстве пресс-форм
1. Точность обработки должна быть очень хорошо гарантирована.
С точки зрения обработки и изготовления пресс-форм можно понять, что пресс-формы являются очень основным продуктом для производства любых других товаров. Именно поэтому в собственном процессе обработки прецизионная обработка всегда должна занимать очень важное место. В частности, здесь задействовано множество форм очень сложной формы. Лучше понимать точность, потому что только точность формы может гарантировать успех следующего производства, в противном случае фактический продукт, произведенный на следующем этапе, приведет к потере материалов, которые должны быть размещены в очень важном месте. в процессе производства пресс-форм.
2. Соблюдайте условия серийного производства.
В реальном производственном процессе совершенно нормально, что форма повреждена и не может быть использована. В настоящее время, поскольку производитель не вносил никаких изменений в продукт, очень важно, может ли обработка и изготовление пресс-формы соответствовать повторному производству. С точки зрения производителя, предыдущие производственные данные должны храниться в очень хорошем состоянии. Когда требуется повторное производство, эта потребность может быть удовлетворена. Только так мы сможем обеспечить большее удобство для каждой части производственного процесса и добиться более идеального производственного эффекта.
3. Необходимо усовершенствовать технологию обработки профилей.
Хотя многие производства пресс-форм предъявляют очень строгие требования к различным данным, некоторые из них не имеют чертежей и данных и обрабатываются только в соответствии с формой конкретного продукта. Это действительно очень сложно с точки зрения сложности, но с точки зрения производителя, технология производства, которая может соответствовать этому аспекту, также стала очень важной частью. Поэтому, как производителю, занимающемуся обработкой и производством пресс-форм, очень важно иметь возможность лучше улучшать технологию.
4. Отлично подходит для пресс-форм.
С точки зрения производства конкретных форм, мы можем понять, что более серьезное понимание материалов стало в настоящее время очень важным делом. Твердость материала должна соответствовать потребностям производства. Только после того, как материал сможет удовлетворить соответствующие потребности, можно будет лучше понять каждую часть общего производства. Конечный продукт только по качеству и прочим деталям. Может иметь высокую гарантию, к содержанию этой части лучше отнестись с более серьезным отношением.
Таким образом, можно лучше понять различные части обработки и производства пресс-форм, и есть надежда, что каждый производитель пресс-форм сможет лучше понять это связанное содержание, чтобы можно было лучше защитить каждый аспект производства пресс-форм. Мы можем уделить внимание всем аспектам конкретного производства. Как производитель, только при постоянном совершенствовании технологий и улучшенных гарантиях в отношении производственных материалов производство в целом может быть действительно гладким.
Поставщик литейной стали и запасных частей в Юго-Восточной Азии
У нас есть квалифицированная система поставщиков. От поставщика пластика до поставщика стального материала, от поставщика компонентов пресс-формы до поставщика горячеканальных систем. Все поставщики завоевывают хорошую репутацию в своей отрасли.
Некоторые из наших клиентов назначат поставщиков, которые хорошо известны во всем мире, такие как DME, Hasco, YUDO, Mastip и т. Д. Причина, по которой они выбирают такого поставщика, заключается не только в их хорошем качестве, но и в том, что у них есть дистрибьюторы. по всему миру. Которые они могут легко попросить о помощи, если какой-либо из компонентов сломается. Между тем, такие поставщики всегда запрашивают высокую цену.
Некоторые другие поставщики, хотя у них нет дочерних предприятий за рубежом, они обеспечивают хорошее качество на внутреннем рынке. Для них нет разницы, хорошо ли это известный бренд или нет, но он должен быть хорошего качества по конкурентоспособной цене.
Мы выбираем поставщиков по двум принципам: одно - хорошее качество, а второе - конкурентоспособная цена.

Скорость литья под давлением в процессе формования пластика
Скорость впрыска относительно давления впрыска показывает U-образную кривую. Если скорость впрыска слишком низкая, потери тепла будут больше, чем тепловыделение, что приведет к падению температуры потока, увеличению вязкости и утолщению слоя затвердевания. Таким образом, сопротивление потоку, а также давление впрыска возрастут.
С другой стороны, когда скорость литья под давлением высока, температура текучести повысится, вязкость снизится, а слой затвердевания станет тоньше. Однако трение между слоем затвердевания и слоем потока будет значительно увеличиваться, что приведет к увеличению давления впрыска. Давление нагнетания будет минимальным, если скорость потока в полости постоянна.
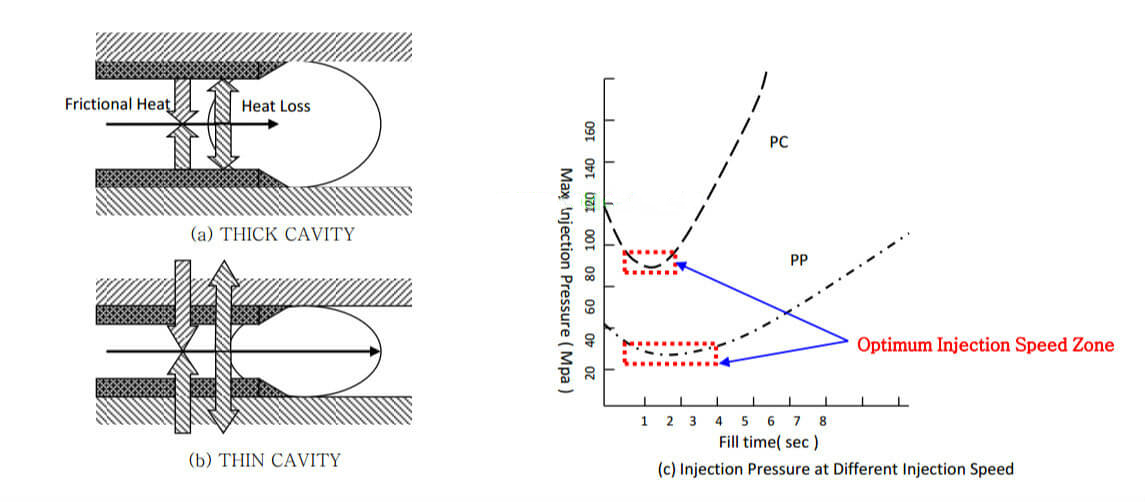
Оптимальная скорость впрыска
Оптимальная скорость впрыска позволяет нам поддерживать минимальное давление впрыска в заданных условиях. Скорость впрыска должна зависеть от толщины полости. По сравнению с толстыми, тонкие имеют меньшее эффективное сечение потока. В результате нам необходимо повысить скорость впрыска, улучшить общую скорость деформации и увеличить силу деформации трения, чтобы стабилизировать температуру потока и минимизировать давление впрыска.
Скорость впрыска также сильно зависит от теплоемкости, теплопроводности и вязкости полимерных материалов. Для материалов (ПК, ПММА), вязкость которых резко меняется с температурой, U-образная кривая меньше. Для материалов (ПП, АБС) без этой функции U-образная кривая намного больше. Поэтому некоторые материалы чувствительны к скорости впрыска, а некоторые - нет.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.