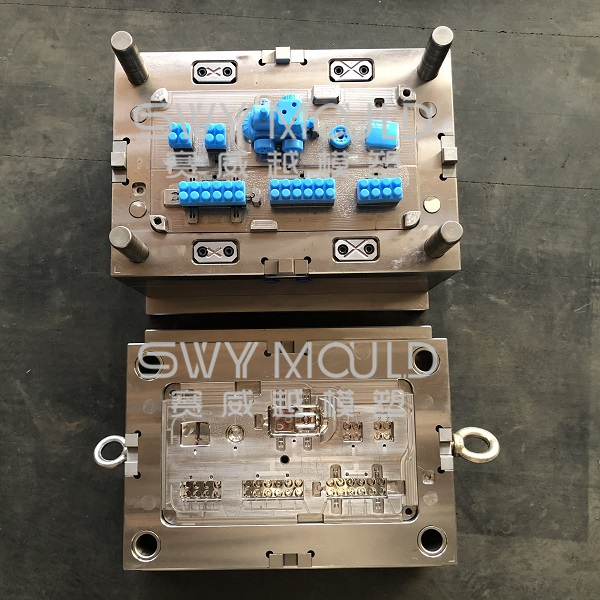
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


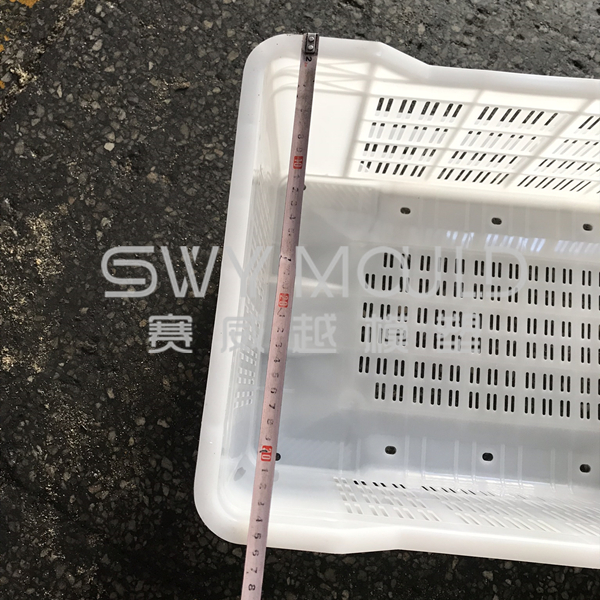
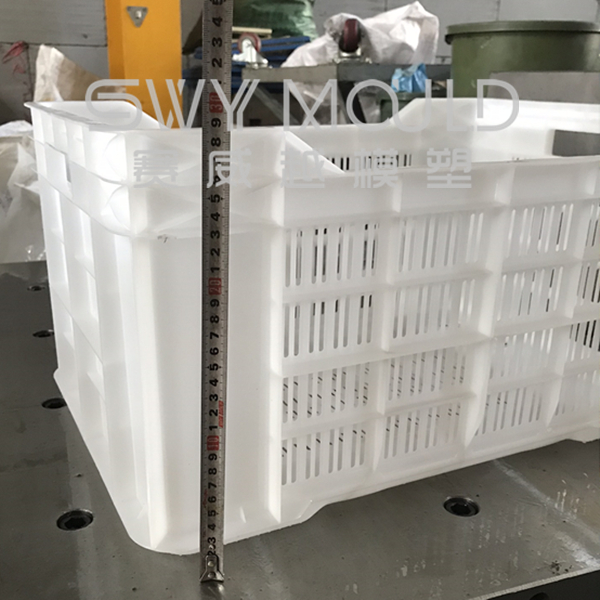
Размер ящика: 495 * 350 * 280 мм
Вес ящика: 1625 г
Материал ящика: ПЭ
Формовочная сталь: Предварительно закаленная 718H
Основание пресс-формы: C50
Вентиль впрыска: горячеканальный
Горячий бегун: Горячий бегун местного бренда
Компоненты пресс-формы: стандарт DME
Стиль выталкивателя: пластина для зачистки
Тип формования: форма с тремя пластинами
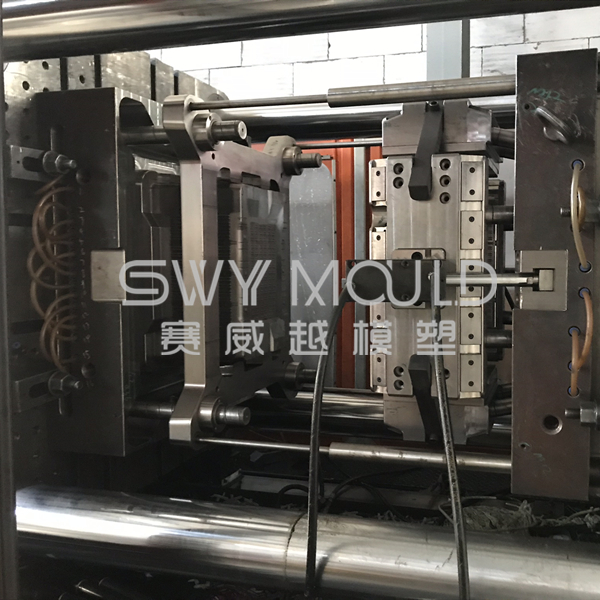
Тестирование нашей пресс-формы для пластиковых коробок
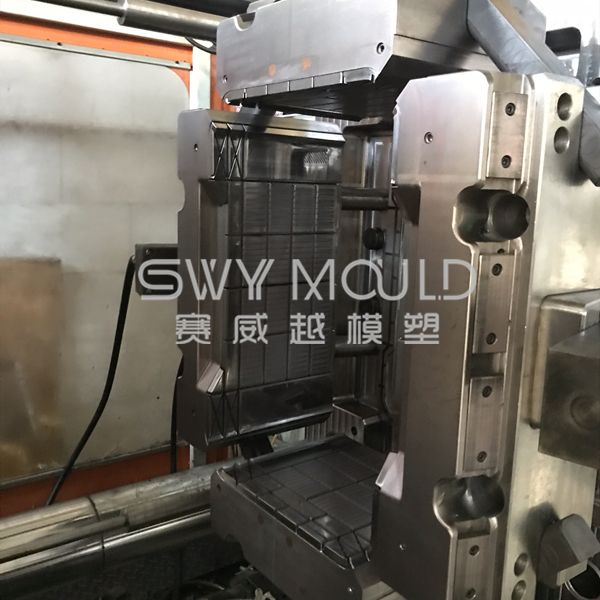
Техническое обслуживание пресс-формы для пластиковых контейнеров
Оборотная коробка обычно изготавливается методом литья под давлением, и процесс производства относительно прост, но нам также необходимо обратить внимание на некоторые детали производственного процесса, чтобы улучшить качество оборотной коробки.
1. Выбор сырья.
Для литья под давлением полипропиленовой оборотной коробки в основном используется сополимеризованная полипропиленовая смола. Чтобы снизить производственные затраты, к основному сырью можно добавить около 10% маточной смеси для наполнения из неупорядоченного полипропилена. Если цвет необходим, в смолу необходимо добавить определенное количество красителя.
2. Перед тем, как расплав пластиковой оборотной коробки замерзнет у ворот, время выдержки имеет большое влияние на точность размеров продукта.
Время выдержки зависит от температуры материала, температуры пресс-формы и размера главного желоба и литника. Если размер и технологические условия главного желоба и заслонки нормальные, обычно основанные на значении давления, диапазон колебаний усадки невелик. Например, сегментированная температура цилиндра пластифицирующего материала: передняя 190 220 ℃, средняя часть 220 240 ℃, задняя часть 180 200%; температура сопла 170-2000С; давление впрыска: 70 ~ 100 МПа.
3. Пластиковая оборачиваемая коробка взаимодействует с промышленной автоматизацией для повышения общего уровня, разработки многофункциональных, высокоэффективных и экономичных продуктов и реализации пути к промышленному развитию. Следовательно, необходимо вводить новшества в технологии и в соответствии с предпосылкой обеспечения качества максимально сокращать цикл формования в каждый соответствующий момент времени, чтобы гарантировать, что продукт может поддерживать хорошее состояние формования.
4. Время охлаждения также повлияет на освобождение пластиковой оборотной коробки.
Время охлаждения должно гарантировать, что принцип формования продукта не вызовет изменений, обычно от 30 до 120 секунд. Если время охлаждения слишком велико, это не только снизит эффективность производства, но также затруднит демонтаж сложных деталей и даже вызовет напряжение при извлечении из формы во время извлечения из формы.
Термопластавтомат, необходимый для изготовления пластиковых коробок.
Оборотная коробка имеет большую форму и больше формовочных материалов. Литьевая машина для формования ящиков должна быть литьевой машиной с объемом впрыска более 1000 см3. Цикл литья под давлением составляет 60–180 с, при этом время впрыска составляет 5–10 с, время выдержки давления составляет 5–15 с, а время охлаждения составляет 20–60 с. Поскольку конструкция оборотной коробки большая и сложная, формовочная форма должна быть спроектирована как открытая конструкция формы с разнонаправленным движением.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.