ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.





Пластиковый материал: ПП
Размер продукта:
мини-размер 259,9 * 180,4 * 126 мм
средний размер 267,9 * 356,9 * 131 мм
большой размер 267,9 * 356,9 * 208,5 мм
Вес продукта: мини-размер 161 г, средний размер 280,5 г, большой размер 399 г
Номер полости: в соответствии с вместимостью вашей машины
Сталь: сердечник / полость 718H с твердостью HRC30-33
Время T1: через 60 дней после подтверждения конструкции пресс-формы
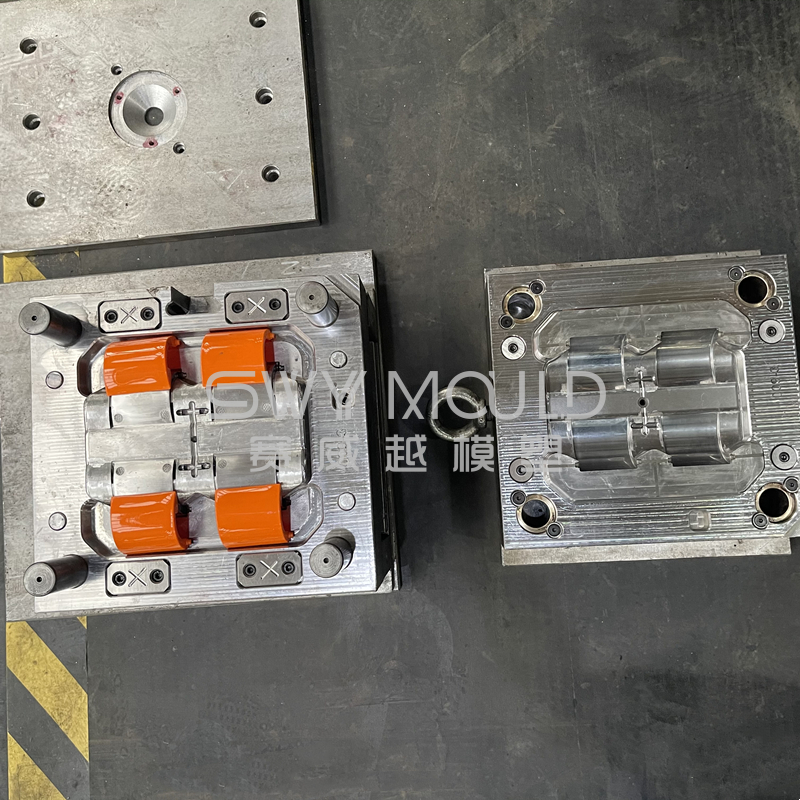
Форма для пластиковых корзин с двумя пластинами
Если форма для пластиковой корзины разделяется на две основные части или половины , по обе стороны от линии разделения формы, тогда форма называется литьевой формой с двумя пластинами. Пресс-форма с двумя полостями будет производить две пластиковые корзины (во время каждого кадра или цикла это пресс-форма с двумя оттисками. Каждая полость заполняется с помощью системы подачи и этой системы подачи).
Литниковый канал обычно представляет собой сужающийся круглый канал, через который материал течет после выхода из сопла литьевой машины. В случае пресс-форм для нескольких слепков полости соединяются с литником с помощью направляющих. Эти направляющие представляют собой каналы, прорезанные в одной или обеих половинах формы, и их функция заключается в максимально эффективном заполнении каждой полости формы.
Между бегунком и полостью обычно есть узкое ограничение в системе бегунка, и это ограничение (когда материал входит в полость) называется затвором. (Поскольку размер ворот намного меньше, чем размер направляющей, пластиковая корзина может быть легко отделена от системы подачи на этом этапе, когда это необходимо.)
Во время формования пластмассовый материал проталкивается через литник в систему направляющих, а оттуда в полость (или полости). Пластиковая корзина образуется между противоположным сердечником и полостью, а качество поверхности компонента определяется качеством поверхности этих двух частей формы.
Половина формы, которая перемещается вместе с зажимом, называется половиной подвижной формы, и обычно предусматриваются меры, гарантирующие, что отливка удерживается в этой половине формы. Это связано с тем, что система выталкивания формованной детали связана с половиной движущейся формы по причинам стоимости, удобства и т. Д., Формованная пластиковая корзина удерживается вместе с половиной движущейся формы с использованием так называемого «съемника литников». Поскольку этот съемник литников имеет возвратную форму, он смещает или вытягивает , литник из втулки литника при открытии формы. В конце или во время хода открытия формы для пластиковой корзины активируется выталкивающая система, которая очищает отливки и связанную с ними систему направляющих из формы. Углубление непосредственно напротив литника, в котором находится штифт для снятия литника, также известно как «колодец для холодной пули» ,, и его функция заключается в приеме первой части выстрела, той части выстрела, которая находилась на кончике. сопла и поэтому может быть холодным.
Чтобы гарантировать постоянство и однородность производства пластиковых корзин, температура формы для пластиковых корзин контролируется, например за счет циркуляции воды через каналы охлаждения (в случае термопластов) или с помощью элементов электрического сопротивления (в случае термореактивных материалов).
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.