ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
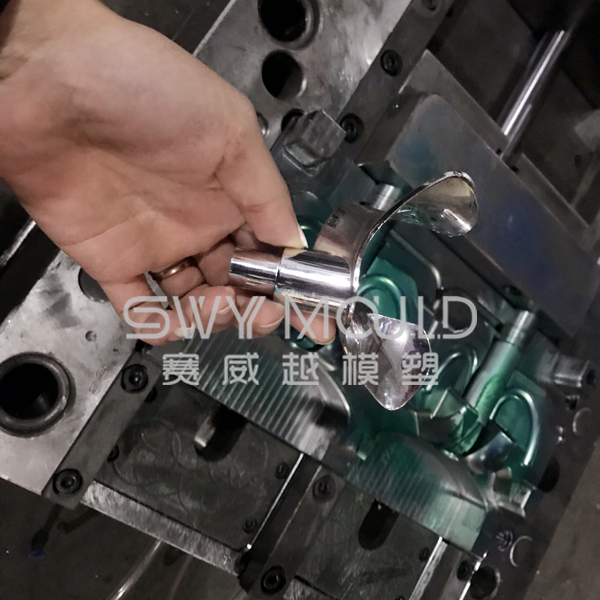



Материал детали: АБС-пластик
Поверхность детали: гальваника
Сталь пресс-формы: P20
Основание пресс-формы: C50
Кол-во впадин: 2
Тип литья: автоматически опускается; не нужно резать бегун
Срок доставки: 45 дней
Процесс покрытия АБС и его общие проблемы
Основные процессы процесса гальваники ABS были проанализированы на предмет удаления масла, укрупнения, сенсибилизации, активации и химического нанесения покрытия. Указаны цель, принцип, метод и меры предосторожности основного процесса. Были проанализированы причины ухудшения качества покрытия, вызванные процессом гальваники, и предложены решения.
Гальваника пластика может придать поверхности пластиковых изделий металлический блеск, красивый внешний вид, сыграть декоративную роль; улучшить механическую прочность поверхности изделий и продлить срок службы; сделать изделия из пластика устойчивыми к свету, атмосферным и другим внешним факторам, не подвержены старению; Пластмассы являются проводящими, магнитопроводящими и паяемыми. Пластиковые гальванические изделия могут использоваться в аэрокосмической отрасли, судостроении, автомобилестроении, электронном и электрическом оборудовании, архитектурном декоре, игрушках и предметах первой необходимости, и они широко используются. Пластмассы, которые можно использовать для гальваники, включают АБС-пластик, полипропилен, полисульфон, поликарбонат, нейлон, полистирол и пластмассы, армированные фенольным стекловолокном, среди которых наибольшее количество АБС, наиболее совершенная технология, лучшее покрытие.
ABS представляет собой аморфный полимерный материал, внешний вид цвета слоновой кости, непрозрачный, без запаха, нетоксичный, нетоксичный, с отличными гальваническими свойствами, является отличным неметаллическим материалом для покрытия и его адгезией к подложке и другому пластику, чем другой пластик Быть сильным. Содержание бутадиена в пластмассах АБС оказывает большое влияние на гальванический эффект. Обычно используется для гальваники АБС, содержание бутадиена не может быть менее 10%, обычно должно составлять от 18% до 24%. Во время процесса гальваники эластомерная фаза (также называемая каучуковой фазой), образованная бутадиеном в АБС, разрушается с образованием множества отверстий, которые могут создавать эффект «литой заклепки» во время нанесения покрытия. Это отверстие в форме узкого места может значительно улучшить слой покрытия. Связующая сила. Инфракрасная спектроскопия показала, что реактивные группы, такие как полярные группы COOH, CHO, OH и SO3H, существуют на поверхности химически шероховатого АБС-пластика. Эти полярные группы могут химически связываться с металлическим покрытием. Повышение прочности сцепления покрытия.
Разработайте систему газоотвода для пресс-формы держателя отпаривателя для одежды из пластика
Отверстие для газа - это пространство, через которое воздух может выходить из формы. Когда расплавленный пластик заполняет форму. Воздух или расплавленный пластик, оставшийся в форме, будут выделять газ. Если они не могут выйти из формы, внешний вид образцов будет плохим: есть газ, огонь и т. Д.
Есть несколько способов разместить газоотводное отверстие в форме, но в целом его можно разделить на три следующих.
1. Отвод газа через разделенную поверхность формы (линия разъема).
Глубина вентиляции должна составлять от 0,005 мм до 0,02 мм и, как правило, размещаться в следующем месте.
* Желательно подальше от ворот.
* Место, где обычно возникают линии сварки.
* Конечная часть бегуна или вспомогательного бегуна.
2. Отвод газа из полости и активной зоны (эжекторная система).
* Использование выталкивающего штифта
В этом методе используется выталкивающий штифт и зазор его отверстия. Зазор штифта и его отверстия должен составлять 0,02–0,03 мм, если диаметр штифта составляет примерно 5–10 мм. Если он тоньше этого, обычно зазор составляет 0,01–0,02 мм.

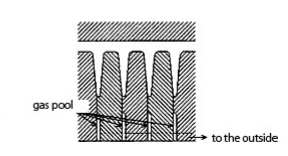
* Используя стержневой штифт
Если на части изделия есть высокий выступ или выступ, удалите воздух, сделав зазор вокруг стержня сердечника.

* Многослойный блок вложенности
В качестве метода отвода газа из высокого ребра используйте зазор, образованный слоистой структурой, состоящей из тонких блоков. Кроме того, вставьте плоскую часть полости в виде многослойного размещения и удалите воздух из зазора между этими тонкими пластинами.
3. Отвод газа другим специальным способом.
Это метод, при котором газ вентилируется мгновенно, создавая состояние высокого вакуума внутри полости с помощью вакуумного насоса. Этот метод идеален в качестве способа удаления газа, а также эффективен для переноса, повышения точности по отношению к полости формы, но, как недостаток, стоимость оборудования будет высокой, а конструкция формы будет сложной.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.