ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
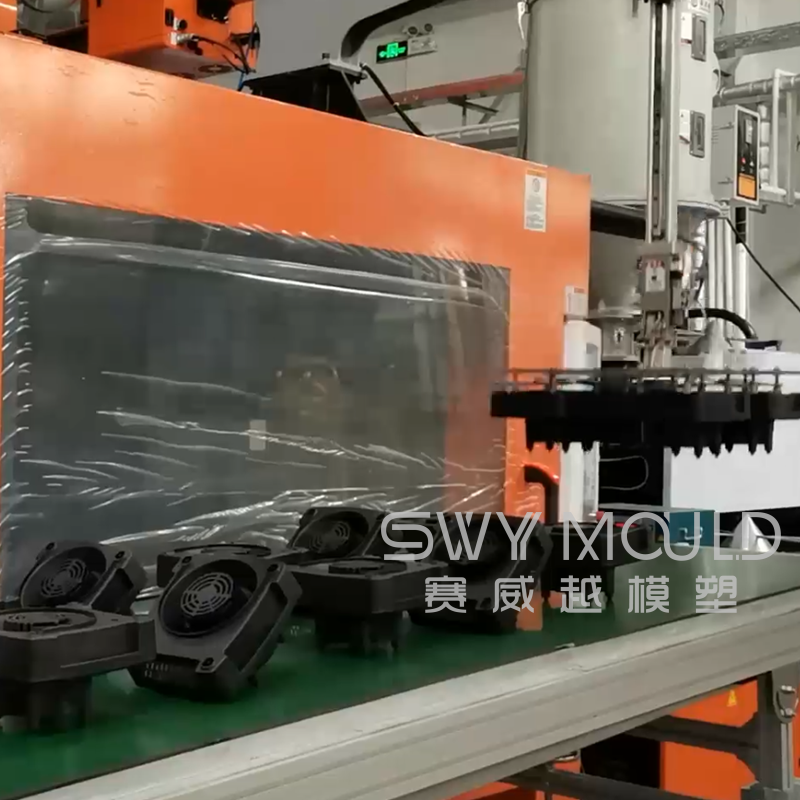

Пластиковая смола: АБС
Размер детали: 220*190*135 мм
№ полости: 1
Вес машины: 650 тонн
Вес выстрела: 305 г
Время цикла: 46,5 с
Режим работы: полностью автоматический
Возможность проектирования в SWY MOLD
Высококачественные пресс-формы в первую очередь зависят от хорошей конструкции пресс-формы.
SWY MOLD имеет строгую организационную структуру и научный и упорядоченный процесс управления проектами, имеет опытную команду технических специалистов по проектированию и разработке и использует ведущее в мире программное обеспечение для проектирования: UG, SolidWorks, Auto CAD, Pro-E и т. д. 2D и полное 3D проектирование сложных изделий, разделение и создание 3D чертежей деталей. И используйте передовое программное обеспечение для имитации анализа потока, чтобы обеспечить рациональность конструкции пресс-формы.

Обеспечение качества в SWY MOLD
Что касается качества как жизни, все операции в SWY выполняются в соответствии с процедурами ISO 9001.
Благодаря передовому высокоточному испытательному оборудованию 100% проверка от поступления материала до отгрузки.

Измерительное оборудование:
* Трехмерная измерительная машина
* Двумерная измерительная машина
* Микроскоп
* Альтиметр
* Суппорты
* Игольчатый манометр, блочный манометр
* Микрометр
* Тестер твердости
Анализ процесса литья под давлением АБС-пластика
Производительность литья под давлением из АБС: как правило, температура плавления литья под давлением из АБС-пластика составляет около 170 ℃, а температура его разложения составляет 260 ℃, с широким диапазоном регулируемых температур впрыска. В процессе литья под давлением температура часто колеблется в пределах 180–240 ℃. Из-за наличия каучука он способен поглощать небольшое количество воды, поэтому его необходимо сушить в процессе производства – сушить в течение 1–2 часов при температуре 80–90 ℃; в то же время из-за плохой термической стабильности, вызванной наличием каучука, он склонен к разложению, поэтому лучше, чем сырье, не остается слишком долго в бочке во время литья под давлением; хотя вязкость расплавленного АБС выше, чем у ПС, он способен полностью заполнить форму со средними литниками и литниками; продукт часто генерирует статическое электричество, которое притягивает пыль и грязь; усадка составляет 5 ‰, а предельное значение переполнения 0,05 мм.

1. Сухой процесс АБС-пластика
Из-за способности впитывать влагу и чувствительности к влаге, АБС-пластик необходимо полностью высушить и предварительно нагреть перед обработкой.
который не только помогает устранить пузыри и серебряные линии на поверхности, похожие на фейерверки, вызванные влагой, но также облегчает пластификацию, тем самым уменьшая затенение цвета и облачность на поверхности продукта. Содержание влаги в сырьевом материале АБС должно поддерживаться на уровне ниже 0,13%. Условия сушки перед инъекцией: сушка при температуре 75 – 80 ℃ в течение 2 – 3 часов в сухой сезон или зимой; и при температуре 80 - 90 ℃ в течение 4 - 8 часов летом или в дождливые дни. Сохнуть материал будет долго, т.е. до 8 – 16 часов, если от продукта требуется отличный глянец или он имеет сложную структуру. Из-за того, что облачный рисунок на поверхности продукта, вызванный небольшим количеством влаги, часто игнорируется, лучше преобразовать бункер машины в сушилку с горячим ветром, чтобы предотвратить поглощение влаги высушенным материалом ABS. снова в бункере. Тем не менее, этот тип бункера требует усиленного контроля влажности, а также предотвращения перегрева во время случайных остановок производства. Доля вторсырья не может превышать 30%, при этом для гальванического АБС не допускается применение вторсырья.
2. Температура впрыска АБС-пластика
Для литья под давлением АБС-пластика соотношение между температурой и вязкостью расплава отличается от такового для других аморфных полимеров. В процессе плавления с повышением температуры вязкость расплава фактически падает в очень ограниченных пределах. После достижения температуры пластификации (надлежащий диапазон температур обработки, например, 220–250 ℃), если температура продолжает расти вслепую, материал ABS с плохой термической стабильностью обязательно подвергнется термическому разложению, что может увеличить вязкость, что сделает его более труден для литья под давлением, но влияет на механические свойства продукта. Следовательно, хотя температура впрыска АБС выше, чем у некоторых других пластиковых материалов, таких как полистирол, он не имеет более широкого температурного диапазона, чем последний. Для некоторых машин для литья под давлением с плохим контролем температуры, когда было изготовлено определенное количество изделий из АБС, на изделии обнаруживаются более или менее желтые или коричневые гранулы кокса. Также очень сложно решить эту проблему добавлением новых материалов или средств холостых выстрелов. Причина в том, что АБС-пластики содержат бутадиен, поэтому в высокотемпературных условиях, когда некоторые пластиковые гранулы намертво прилипают к каким-то трудно очищаемым поверхностям, например, к шлицам винтов, они будут склонны к разложению и карбонизации при нагревании. слишком долго. Так как работа в повышенных температурных условиях может вызвать проблемы с АБС, необходимо контролировать температуру каждой секции ствола. Конечно, разные температуры пресс-формы применимы к АБС-материалам разных типов и составов. Температура плунжерной машины для литья под давлением поддерживается в диапазоне от 180 до 230 ℃, а температура литьевой машины с винтовым литьем — от 160 до 220 ℃. Стоит отметить, что температура обработки АБС достаточно высока, при этом он очень чувствителен к изменению различных технологических факторов, поэтому большое значение имеет контроль температуры на переднем конце ствола и сопловой части. Доказано, что любые незначительные изменения в этих двух частях могут отразиться на изделии. Чем более резкое изменение температуры, тем больше дефектов будет вызвано, включая линии сварки, плохой глянец, облоя, прилипание продукта и обесцвечивание.
3. Давление впрыска АБС-пластика
Вязкость ABS выше, чем у PS или MPS, поэтому в процессе литья под давлением требуется более высокое давление впрыска. Конечно, не все продукты ABS требуют применения высокого давления. Более низкое давление впрыска может быть применимо к небольшим, простым по структуре или густым продуктам. При литье под давлением уровень давления в полости в момент закрытия литника часто играет решающую роль в определении качества поверхности и уровня дефектности серебряной линии. Слишком низкое давление приведет к высокой степени усадки пластика и создаст большую возможность для высвобождения пластика с поверхности полости, что приведет к образованию облачного узора на поверхности продукта. Если давление слишком высокое, трение между пластиком и поверхностью полости увеличится, что приведет к прилипанию формы.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.




