ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.

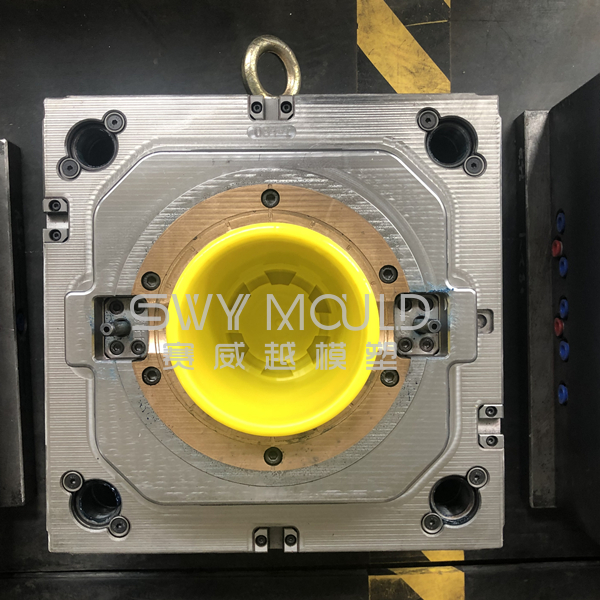

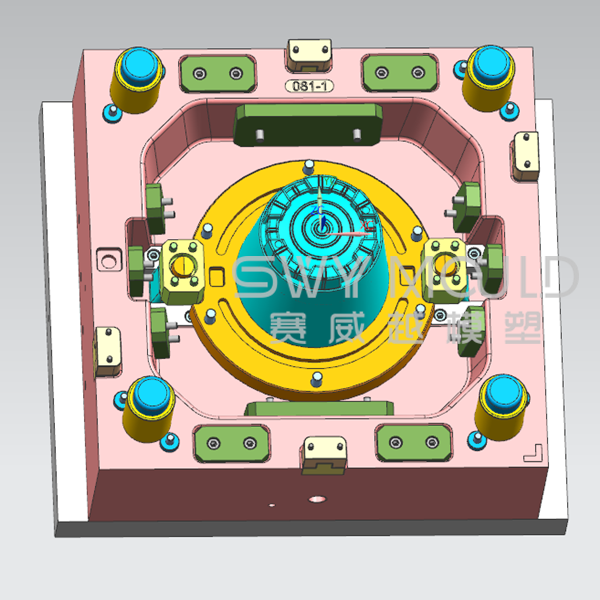
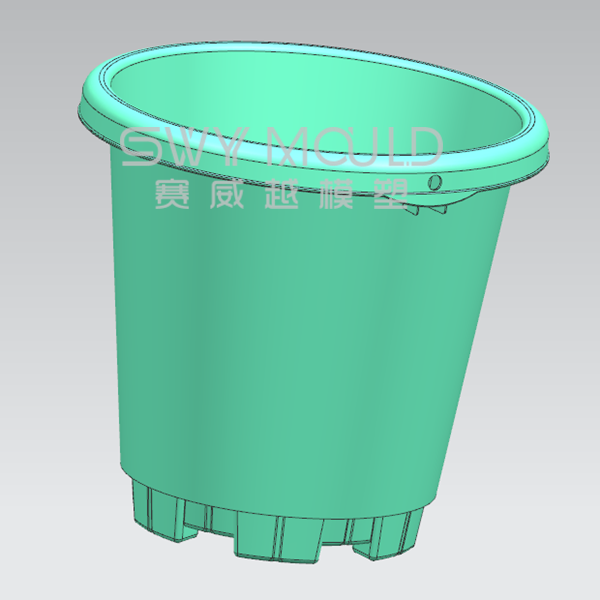
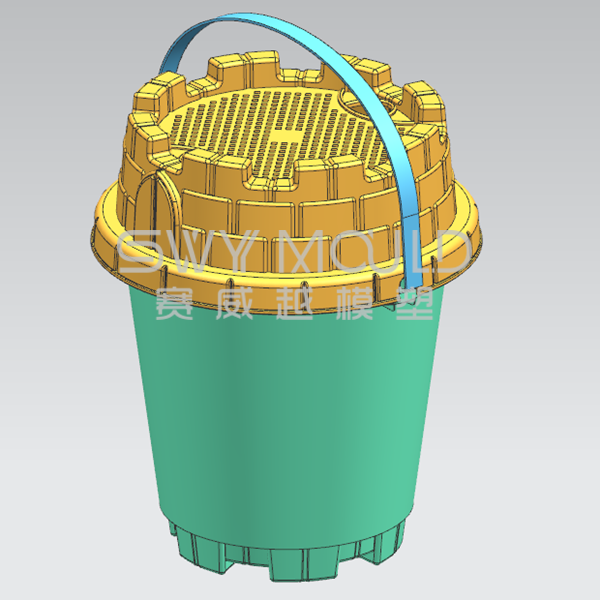
Размер ковша: высота 140 мм и диаметр 135 мм
Пластиковая смола ведра: ПП
Формовочная сталь: 2344 вакуумная закалка + бериллиевая медь
Система бегунов: горячий бегунок 1 наконечник
Размер формы: 370 * 420 * 320 мм
Вес формы: 340 кг
Термопластавтомат: 200T высокоскоростной с рукой робота
Круглое ведро, которое заказал наш клиент, имеет два размера. Это маленький размер.
SWY MOLD может настроить форму для ведра под нужный вам размер.
Отличие высокоскоростной термопластавтомата от обычного термопластавтомата
Высокоскоростная машина для литья под давлением - это весь двигатель, обычная машина для литья под давлением - это гидравлическая машина для литья под давлением, а относительная скорость гидравлической машины для литья под давлением низкая. Полностью электрическая машина для литья под давлением использует серводвигатель для создания открытой и закрытой формы, выталкивания и извлечения из формы, впрыска и хранения сырья и т. Д. Скорость работы высокая и точная, что значительно улучшает или улучшает производственную среду и эффективность производства. Но теперь сервоэлектрическая машина для литья под давлением имеет зажимное усилие менее 850 тонн.
Высокоскоростная машина для литья под давлением эффективна, процесс формования обычной машины для литья под давлением включает в себя: блокировку - впрыск - охлаждение - хранение - открытая форма - форма - опора - время зазора; высокоскоростная машина для литья под давлением использует трехосное соединение, обычно известное как трехпетлевое. Процесс формования представляет собой блокировку формы - впрыск - охлаждение - открытие (синхронная опора формы, хранение материала) - время зазора. Например, время формования продукта с обычной машиной для литья под давлением составляет 10 секунд, а для высокоскоростной машины для литья под давлением, использующей принцип трехосного рычажного механизма, время формования значительно сокращается примерно на 6 секунд, минус два небольших шага, но время увеличивается. примерно на половину скорости.
Высокоскоростная термопластавтомат экологически безопасна. Стандартный насос, используемый в обычной машине для литья под давлением, загрязняет электроэнергию, гидравлическое масло и шум. Высокоскоростная машина для литья под давлением использует масляный и электрический гибридный масляный насос и серводвигатель.
Преимущества сервогидравлической системы заключаются в следующем: использование пресс-формы для плавного пуска не повлияет на электросеть, позволит избежать напряжения и загрязнения спиц. Он может эффективно предотвращать высокую температуру масла и охлаждаться. Значительно снизить частоту замены гидравлического масла. Сервогидравлическая система может значительно снизить уровень шума при работе машины и производстве, а также улучшить рабочую среду благодаря лучшему щелчку и шестеренчатому насосу системы питания.
Преимущества горячеканального игольчатого клапана
Технология горячеканального игольчатого клапана с уникальной технологией управления процессом может повысить надежность деталей, сделать поток расплава в трехмерной полости более быстрым и плавным, а также ускорить перемещение деталей. Цикл играет особенно важную роль в улучшении качества деталей. Контролируя время открытия затвора, полость заполняется плавно, поток расплава уравновешивается, а следы сварных швов устраняются.
Для литья под давлением больших деталей, полученных литьем под давлением, обычно требуется два или более горячих литника для заполнения. В обычных горячеканальных системах заслонка открывается одновременно с началом впрыска. Такой способ подачи расплава неизбежно имеет дефекты плавления, то есть когда два фронта плавления сливаются, поскольку два расплава не могут быть полностью расплавлены в одно тело, образуется след плавления, и реакция на поверхности продукта представляет собой так называемая метка сварного шва. . Хотя его можно улучшить, увеличивая температуру расплава, увеличивая давление выдержки и регулируя параметры процесса литья под давлением, фактический эффект улучшения ограничен.

Технология горячеканального игольчатого клапана используется для создания литниковой системы, которая может реализовывать программное управление открытием и закрытием каждой задвижки клапана, а также может управлять иглой клапана, чтобы открываться, когда первый поток расплава просто проходит через вторая задвижка клапана. Откройте вторые ворота. В это время вы можете открыть или закрыть первые ворота по мере необходимости. Продолжайте до тех пор, пока не откроются все заслонки и не заполнится полость, чтобы расплав полностью расплавился и не получился продукт без следов сварки. Состояние уравновешенного потока может быть получено переключением задвижки клапана.
Требования к допускам для компонентов пресс-формы
Любой, кто реализует аксессуары для пресс-форм, может знать, что независимо от того, какие детали пресс-формы, независимо от того, сколько лет производители обрабатывают, невозможно устранить допуск деталей пресс-формы, можно только сделать допуск как можно более точным. Поэтому вопрос о том, как понять требования к допускам для деталей пресс-формы, является предметом обсуждения.
1. Обработка экономической толерантности
Поскольку существует множество факторов, влияющих на допуски обработки во время процесса обработки, допуски, которые могут быть достигнуты одним и тем же методом обработки при различных условиях работы, различны. Тщательная работа, точная регулировка, подходящие параметры резки могут улучшить точность обработки, но снизят производительность и увеличат стоимость обработки.
2. Исходная ошибка
Существует множество различных исходных ошибок, включая геометрическую ошибку для технологической системы, ошибку позиционирования, ошибку обработки, вызванную механической деформацией технологической системы, ошибку процесса, вызванную термической деформацией обрабатывающей системы, деформацию, вызванную перераспределением напряжения в системе. заготовка, принципиальная погрешность, погрешность настройки, погрешность измерения и т. д.
3. Методы изучения допусков на обработку.
* Методы исследования допусков на обработку: методы аналитического расчета и методы статистического анализа.
* Радиальное биение главного вала при использовании подшипника скольжения
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.