ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



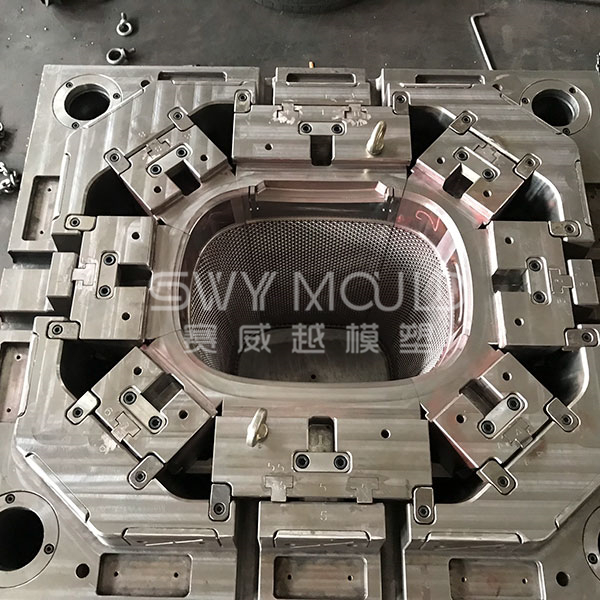
Изготовленные для домашних тестовых оболочек COVID parid, они состоят из двух частей: верхней и нижней двух оболочек, изготовленных в виде двух форм.
Сердечник из бериллиево-медного сплава с улучшенным водяным охлаждением для сокращения времени цикла.
Полость формы: 24
Сталь пресс-формы: S136
Основание пресс-формы: C50
Время выполнения: 50 дней
К сожалению, COVID-19 распространяется по всему миру, и многие люди страдают от него. Некоторые компании добираются до экспресс-теста на COVID в домашних условиях, и потребность в этом продукте велика. Один из клиентов нашей SWY MOLD попросил нас изготовить пластиковые формы для литья под давлением для тестовых оболочек.

Требования к формованию пластиковой оболочки для испытаний на COVID-парад в домашних условиях
Поскольку существует большой спрос на оболочку, нашим клиентам требуется короткое время цикла и длительный срок службы пресс-формы. При проектировании пресс-формы SWY проектирует как можно больше способов охлаждения, чтобы обеспечить короткое время цикла. Также для сердечника пресс-формы из бериллиевой меди ускоряется охлаждение.
Скорость отвода тепла от формы зависит от теплопроводности материалов формы. Пользователи форм и вставок из бериллиевой меди сообщают о сокращении общего времени цикла на 75% в результате такого использования. Например, замена сердечника из инструментальной стали на сердечник из бериллиевой меди с водяным охлаждением позволила сократить время цикла изготовления 152-мм литой гильзы патрона на 70 %, с 3 мин до 55 с. Кроме того, устранение проблем с деформацией готовой детали позволило повысить производительность формования с 75% до 99,5%. Когда бериллиевая медь заменяет инструмент или нержавеющую сталь, сокращение времени цикла литья под давлением на 30-50% не является чем-то необычным.
Более короткое время цикла может привести к значительной экономии. Используя вышеприведенные данные, была рассчитана потенциальная экономия затрат на форму для бутылок с 6 гнездами: стоимость формования составила 3,5 цента на бутылку при использовании бериллиевой меди и 10,5 цента на бутылку при использовании стали. Разница в стоимости сырья в расчете на одну мельницу составила примерно 200 долларов США, а годовая экономия затрат составила 70 000 долларов США. Ожидается, что эти пресс-формы позволят производить 10 миллионов бутылок в течение 10 лет.
Многие клиенты сказали, что наше предложение по пресс-форме очень высокое, но вы можете проверить детали пресс-формы и точность пресс-формы, наша SWY MOLD хочет предоставить вам эффективные пресс-формы по самой разумной цене. Возможно, вначале вам придется заплатить немного больше, но позже при массовом производстве вы сможете заработать больше за счет короткого времени цикла и более длительного срока службы пресс-формы. Если у вас есть пресс-форма, которая работает всего несколько дней и ломается, вы теряете время и деньги. Принимая во внимание все, вы будете знать наше качество и сервис SWY MOLD.

Проектирование системы охлаждения пресс-формы (водопровод)
1. Назначение системы охлаждения
Целью конструкции системы охлаждения является обеспечение равномерного охлаждения, а также кратчайшего времени выброса формованных изделий для завершения производственного процесса. Конструкция системы охлаждения напрямую влияет на качество продукции и цикл формования.
2. Место охлаждения
* Для материалов, подверженных сильной усадке, таких как ПП, ПЭ и ПВХ, систему охлаждения лучше располагать вдоль направления усадки изделий.
* При условии, что прочность материала формы гарантирована, охлаждение должно быть как можно ближе к полости формы или поверхности стержня формы и равномерно распределено вокруг отформованного изделия.
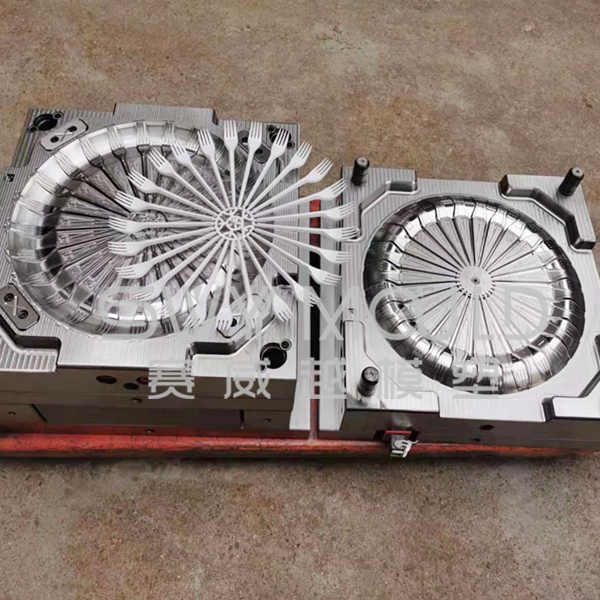
* Когда форма принимает структуру вставки, а вставка достаточно велика, ее следует охлаждать отдельно. Кольцеобразные охлаждающие каналы часто предназначены для вставок круглых форм, таких как вставки зубчатых колес. Большие ползунки также нуждаются в отдельном охлаждении. D = d + (1 – 2) (d относится к диаметру канала)
* Каждая часть формы должна охлаждаться равномерно. Сплав BeCu часто используется для охлаждения конструкций, которые не позволяют разработать систему охлаждения.
* Когда два охлаждающих канала пересекаются или находятся на одном уровне, минимальное расстояние между ними должно составлять 3 мм, если ширина канала меньше 150, и 5 мм, если ширина больше 150. См. схему.
* В конструкции системы охлаждения следует стараться избегать штифта выталкивателя, втулки выталкивателя, направляющего штифта выталкивателя, подъемника, выталкивателя, винтов и т. д., а наименьший зазор вокруг них должен быть не менее 3 мм. Когда пресс-форма спроектирована с ранним возвратом эжектора, место входа/выхода воды должно быть таким, чтобы не мешать ему.
* Если в пресс-форме для литья пластмасс под давлением более 2 комплектов систем охлаждения, место входа/выхода воды должно быть помечено «ВХОД» и «ВЫХОД», что относится к входу и выходу воды соответственно. При этом они должны быть пронумерованы для обозначения последовательности подключения.
3. Размер канала охлаждения пресс-формы
Старайтесь использовать максимально возможный канал охлаждения с минимальным диаметром ø1/4’’. Примите вариант ø3/16", если нет других вариантов, но самый большой из них не может быть больше ø1/2". Обычно используемые каналы имеют размеры ø1/4", ø5/16" и ø3/8". Старайтесь, чтобы диаметр труб в охлаждающем канале был как можно более постоянным, чтобы обеспечить равномерную скорость потока. В пресс-форме не может быть слишком много соединений в одном наборе охлаждающих каналов, чтобы не влиять на охлаждающий эффект.
4. Позиционное соотношение между охлаждающим каналом и основанием пресс-формы.
* Предпочтительно, чтобы вход/выход воды располагался по ширине основания пресс-формы, или необходимо добавить 4 угловые колонны вдоль направления длины основания пресс-формы.
* В принципе, охлаждающая вода поступает в пресс-форму из основания пресс-формы, а не напрямую во внутреннюю часть пресс-формы. Если охлаждающая вода должна поступать непосредственно внутрь пресс-формы или использоваться для охлаждения ползунков, между основанием пресс-формы и ниппелем шланга должен сохраняться зазор 20–40°.
* Для вертикальных пресс-форм следует избегать того, чтобы водопроводные трубы проходили через зажимные пазы, которые должны находиться на расстоянии не менее 5 мм от охлаждающего отверстия.
* Когда системы охлаждения ядра и полости входят и выходят с одного направления, выходные отверстия должны находиться на расстоянии не менее 35 мм друг от друга.
* Когда пластина формы недостаточно толстая, но необходимо охлаждение, необходимо гарантировать, что центр охлаждения находится на расстоянии 15 мм от верхней части пластины. При толщине листа 20 мм расстояние должно быть 13 мм.
5. Градирня
Для продуктов с глубокими полостями, чтобы обеспечить полное охлаждение продукта, должна быть спроектирована градирня. Если для соединения двух градирен требуется угловое отверстие, наибольший угол должен быть не более 45°, а угол А должен быть не менее 3,0 мм (см. схему). В градирне используется бронзовая прокладка, размеры которой показаны ниже:
* 1/8″x1″x1200 мм
* 1/8″x1-1/4″x1200мм
* 1/8″x1-1/2″x1200мм
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.