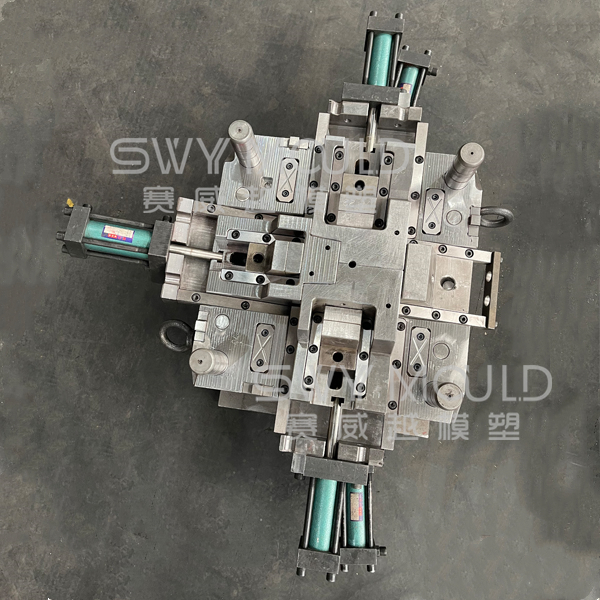
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.





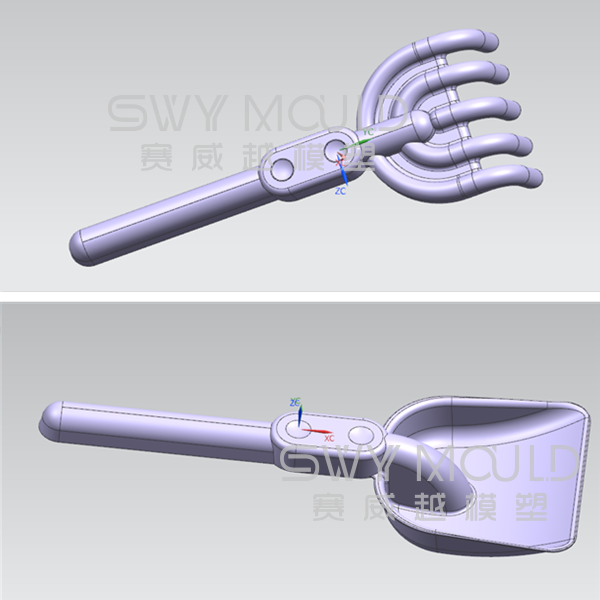
Размер лопаты: 250*90 мм
Размер грабли: 230*90 мм
Сырье: ПП, пищевой
Сталь пресс-формы: P20
Основание пресс-формы: 60 #
№ полости: 2+2
Система впрыска: холодный бегун
Размер пресс-формы: 675*400*400 мм
Подходящая машина: MA900 или MA1600
SWY MOLD — это полностью оборудованный завод по производству пресс-форм со всеми наборами технологических машин, машин для литья под давлением и испытательного оборудования. Наша опытная команда инженеров, квалифицированные мастера по инструментам и современное оборудование предлагают высококачественные услуги, такие как решение проблем проектирования, снижение производственных затрат, быстрая доставка и т. д.
Многие производители обнаруживают, что пластиковые смолы являются высококачественной и экономичной альтернативой металлу и другим дорогостоящим или технически сложным материалам. Наша команда опытных дизайнеров, инженеров и мастеров обладает навыками и знаниями, чтобы поставлять наилучшие детали по наилучшей возможной цене с использованием различных технически совершенных материалов. Мы можем помочь вам определить наиболее подходящий материал для ваших новых продуктов.
Наше стремление к исключительному обслуживанию клиентов лежит в основе всего, что мы делаем, предоставляя нашим клиентам беспрепятственный опыт от концепции до доставки. SWY готова успешно завершить ваш следующий проект.
Основные преимущества литья пластмасс под давлением
1. Высокая эффективность-быстрое производство
После того, как формы для литья под давлением разработаны в соответствии со спецификациями заказчика, а прессы предварительно запрограммированы, фактический процесс литья становится очень быстрым по сравнению с другими методами литья, а высокая производительность делает его еще более эффективным и экономичным. Скорость зависит от сложности и размера формы, но между каждым циклом проходит всего около 15-120 секунд.
2. Детализированные элементы и сложная геометрия
Формы для литья под давлением подвергаются чрезвычайно высокому давлению. В результате пластик в формах сильнее прижимается к форме по сравнению с любым другим процессом литья. Благодаря этому чрезмерно высокому давлению в конструкцию детали можно добавить большое количество деталей.
При правильном проектировании детали могут изготавливаться стабильно и качественно. Без хорошего дизайна могут быть допущены дорогостоящие ошибки при обработке.
3. Повышенная прочность
Прочность является одним из ключевых факторов, которые необходимо определить при проектировании детали, изготовленной методом литья под давлением.
При литье пластмасс под давлением можно использовать наполнители в формах для литья под давлением. Этот наполнитель уменьшает плотность пластика во время его формования, а также помогает повысить прочность детали после ее формования.
4. Гибкость - материал и цвет
Одним из основных преимуществ использования литья пластмасс под давлением для изготовления деталей является возможность одновременного использования различных типов и цветов пластика. Это можно сделать с помощью совместного литья под давлением. Из-за большого разнообразия и того, и другого возможности практически безграничны.
5. Сокращение производственных затрат
Затраты на рабочую силу при литье пластмасс под давлением обычно относительно низки по сравнению с другими видами литья. Возможность производить детали на очень высоком уровне с высокой производительностью помогает с экономической эффективностью и эффективностью.
Литье пластмасс под давлением — это автоматизированный процесс. Автоматизация помогает снизить производственные затраты, так как существенно снижаются накладные расходы.
Процесс производства пресс-форм для литья под давлением
1. Технологический анализ пластмассовых изделий.
Перед проектированием пресс-формы дизайнер должен полностью проанализировать и изучить, соответствует ли пластиковое изделие принципу литья под давлением, и необходимо тщательно обсудить это с дизайнером продукта, и был достигнут консенсус. Это включает в себя необходимые обсуждения геометрической формы, точности размеров и требований к внешнему виду продукта, а также попытки избежать ненужной сложности при изготовлении пресс-форм.
2. Конструкция конструкции пресс-формы.
Набор высококачественных пресс-форм требует не только хорошего технологического оборудования и квалифицированных рабочих по изготовлению пресс-форм, но также очень важным фактором является хорошая конструкция пресс-формы, особенно для сложных пресс-форм, качество проектирования пресс-формы составляет 80% от качества изготовления. форма. %над. Превосходный дизайн пресс-формы: при условии удовлетворения требований клиентов стоимость обработки низкая, сложность обработки небольшая, а время обработки короткое.
Для этого необходимо не только полностью усвоить требования гостей, но и иметь представление о машине для литья под давлением, конструкции пресс-формы, технологии обработки и перерабатывающих мощностях самого завода по производству пресс-форм. Поэтому для повышения уровня проектирования пресс-формы необходимо выполнить следующие пункты:
* Понимать каждую деталь в каждой конструкции пресс-формы и понимать назначение каждой детали в пресс-форме.
* Обращайтесь к предыдущим аналогичным проектам при проектировании, разбирайтесь в ситуации с обработкой пресс-форм и производством продукции и извлекайте уроки из опыта и уроков.
* Узнайте больше о рабочем процессе машины для литья под давлением, чтобы углубить отношения между пресс-формой и машиной для литья под давлением.
* Посетите фабрику, чтобы понять процесс обработки продуктов и узнать характеристики и ограничения каждого типа обработки.
* Понимать результаты испытаний и модификацию пресс-формы, разработанной вами, и учиться на этом.
* Старайтесь использовать в дизайне более удачную структуру пресс-формы.
* Узнайте больше о влиянии воды в форме на продукт.
* Изучите некоторые специальные конструкции пресс-форм и разберитесь с новейшими технологиями пресс-форм.
3. Определите материал пресс-формы и выберите стандартные детали.
При выборе материалов пресс-формы, помимо учета точности и качества продукта, также необходимо обеспечить правильный выбор в сочетании с фактическими возможностями обработки и термообработки пресс-формы. Кроме того, для сокращения производственного цикла максимально используются существующие стандартные детали.
4. Обработка деталей и сборка пресс-форм.
В дополнение к обеспечению наилучшей структуры и разумных допусков в конструкции, точность пресс-формы очень важна для обработки деталей и сборки пресс-формы. Поэтому выбор точности обработки и метода обработки занимает абсолютно главенствующее положение при изготовлении пресс-форм.
Погрешность размеров формованных изделий в основном состоит из следующих частей:
* Погрешность изготовления пресс-формы составляет около 1/3
* Ошибка, вызванная износом пресс-формы, составляет около 1/6
* Погрешность, вызванная неравномерной усадкой формованной детали, составляет около 1/3
* Ошибка, вызванная несоответствием между запланированной усадкой и фактической усадкой, составляет около 1/6
Общая ошибка=1+2+3+4
Следовательно, чтобы уменьшить погрешность изготовления пресс-формы, в первую очередь следует повысить точность обработки. С использованием станков с ЧПУ эта проблема хорошо контролируется. Кроме того, чтобы предотвратить ошибки, вызванные износом и деформацией пресс-формы, закалку следует использовать для ключевых деталей, таких как полости и стержни в пресс-формах с высокими требованиями к точности обработки и большим выходом продукции. В средних и больших формах для экономии материалов и облегчения обработки и термической обработки мозаичная структура должна максимально использоваться в конструкции формы.
Чтобы устранить ошибку, вызванную неравномерной усадкой формованных деталей и несоответствием между заданной усадкой и фактической усадкой, при изготовлении пресс-форм обычно выбирается 1/3 допуска продукта в качестве производственного допуска пресс-формы. Большое пространство для регулировки для учета ошибок, вызванных процессом формования.
5. Тестовый режим.
Комплект пресс-форм составляет всего 70-80% всего производственного процесса от начала проектирования до завершения сборки. Для ошибки, вызванной несоответствием между заданной усадкой и фактической усадкой, независимо от того, было ли извлечение из формы успешным или нет, как охлаждающий эффект, особенно влияние размера, положения и формы литника на точность и внешний вид продукт, он должен быть протестирован с помощью пресс-формы. Таким образом, опробование пресс-формы является обязательным шагом для проверки пригодности пресс-формы и выбора наилучшего процесса формования.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.