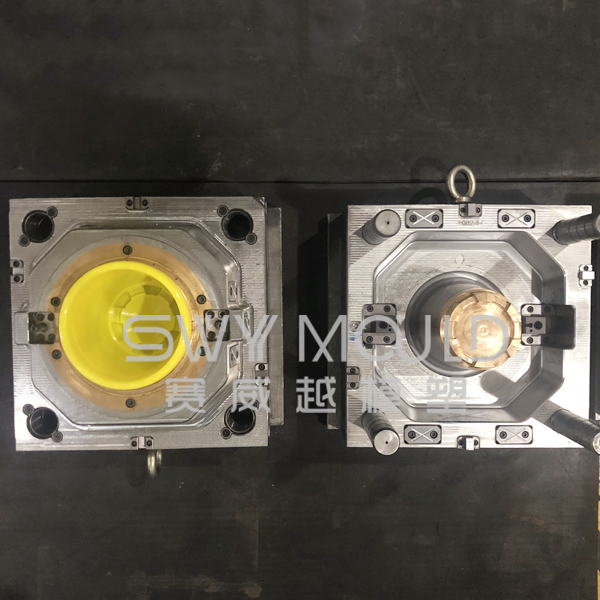
ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Пластиковая смола: ПП (пищевая)
Размер детали: 185 * 150 мм
Сталь для полости и сердечника: 2344 вакуумная закалка
Основание пресс-формы: 60 #
Система впрыска: горячеканальный 1 наконечник
Размер формы: 370 * 420 * 440 мм
Вес формы: 405 кг
Подходящая машина: высокоскоростная литьевая машина 200T с роботом
Пищевое сырье ПП
Существует множество вариантов пищевых материалов, используемых при литье пластика под давлением, а также другие методы изготовления пластика, используемые для создания пищевых контейнеров и упаковки, детских игрушек и других деталей. Каждый вид пластика обладает своими уникальными свойствами.
ПП нетоксичен, устойчив к химическим веществам, обладает высокой прочностью, обладает превосходной эластичностью и устойчивостью к усталости. Этот материал также сохраняет свои свойства при высоких и низких температурах, что делает его очень универсальным. Полипропилен - это популярный выбор для изготовления контейнеров на вынос, бутылок для сжимаемых сиропов, емкостей для масла и маргарина, ведер для игрушек и т. Д.
Основные требования, на которые мы ориентируемся, включают:
* Материалы без BPA
* Сертификация FDA
* Правила безопасности FMA
* Соответствие HACCP
* Нетоксичные рекомендации

Понять процесс литья под давлением
Принципиально процесс литья под давлением не изменился с момента его создания. Нагреваем пластик до расплавленного состояния и впрыскиваем его в полость. Что изменилось, так это конструкция машины, наше понимание течения пластика и наша способность контролировать почти каждую деталь процесса формования.
Если вы наблюдаете за оператором термопластавтомата, вы можете увидеть только открытие и закрытие формы и выход новых деталей. Однако внутри машины происходит гораздо больше, чтобы детали всегда были одинаковыми. Вот краткое изложение процесса, начиная с открытой формы.
1. Закройте форму

В самом простом случае формовочная машина закрывает форму и прикладывает давление зажима. Во время этого процесса формовочная машина отслеживает, какое давление она оказывает, в целях проверки безопасности. Также может существовать закрывающий «профиль», когда оператор устанавливает различные скорости при закрытии формы. Эта настройка профиля становится все более актуальной по мере усложнения форм.
В более сложных приложениях формы будут иметь действия, гидравлику, формованные вставки и операции отвинчивания, которые работают в тандеме с операцией закрытия формы. Они могут работать вне времени, положения или механически с формой. В целом, важно найти баланс между быстрым закрытием и безопасностью. Не стоит доводить машину до предела, чтобы набрать несколько долей секунды, но это определенно имеет свое место в отрасли.
2. Инъекция

Во время впрыска шнек движется вперед, выталкивая расплавленный пластик из цилиндра в полости формы. Мы пытаемся найти баланс между скоростью, стабильностью процесса и качеством деталей. Слишком быстрый или слишком медленный впрыск может вызвать множество дефектов деталей. Эта концепция кажется достаточно простой, но она гораздо глубже.
Мы можем создавать профили впрыска и видеть графическое представление этого в каждом цикле. При необходимости мы можем замедлить или увеличить скорость вращения шнека в определенных местах. Например, вы можете замедлить или ускорить движение, когда пластик достигнет ворот или определенных участков детали. Такой высокий уровень контроля может иметь решающее значение для производства стабильных высококачественных деталей.
Ключевым аспектом инъекции является то, когда перейти к следующему этапу упаковки и удерживать. Это известно как точка переноса или переключение V-P, то есть точка, в которой вы переключаетесь с помещения пластика в форму с определенной скоростью на поддержание определенного давления в течение определенного периода времени. Общее правило - заполнять полости формы почти полностью (примерно на 95% или более) на этапе впрыска.
Есть несколько способов, с помощью которых формовочная машина может узнать, когда выполнить этот переход. Это можно сделать по положению винта (наиболее часто), пределу давления, времени или давлению в полости. Хотя это обычное положение, наиболее совершенный и точный способ - установить датчики давления в полости. Датчики давления в полости контролируют формовочную машину в каждом цикле посредством обратной связи внутри формы. Обратной стороной этой системы является то, что для нее требуется внешняя система управления, а для каждой формы требуются дополнительные компоненты.
3. Упаковать / удерживать

Теперь, когда деталь в основном заполнена, нам нужно упаковать деталь до конца и удерживать давление материала, пока затворы не замерзнут. Слишком низкое давление может привести к образованию вмятин на готовой детали, а слишком высокое - к появлению заусенцев или даже к повреждению формы. Также важно, чтобы конструкция и размер ворот правильно соответствовали детали.
Ворота необходимо заморозить (остыть) в достаточной степени, чтобы изолировать деталь от системы подачи. Если ворота слишком велики, охлаждение может занять много времени. Слишком маленькие ворота могут слишком быстро замерзнуть, перекрывая поток материала и вызывая короткие выстрелы или проседания.
4. Охлаждение / пластификация

После этапа упаковки и выдержки деталь заполняется, но, вероятно, еще слишком горячая, чтобы ее можно было вынуть из формы. Стадия охлаждения - это просто время, отведенное пресс-форме для поглощения тепла пластиковой детали. И снова мы пытаемся сбалансировать время цикла с качеством и стабильностью деталей. Большие детали, толстостенные секции или материалы с низкой теплопроводностью с большей вероятностью деформируются или изменятся после формования, если не будет обеспечено надлежащее время охлаждения.
Во время охлаждения формовочная машина начинает перезаряжать (пластифицировать) материал в цилиндре, чтобы подготовиться к следующему циклу. Шнек начинает вращаться, который перемещает сырье по стволу. По мере продвижения материала он толкает винт назад (справа на изображении). По мере того, как материал перемещается вниз по шнеку (слева на изображении), для плавления пластика используются как сдвиговый нагрев от вращения, так и нагревательные ленты на цилиндре (в основном сдвиговое тепло).
Основными переменными, используемыми для пластификации, являются частота вращения шнека и противодавление. Обороты - это просто скорость, с которой вращается шнек, а противодавление - это величина сопротивления, которое формовочная машина оказывает движению шнека. Высокая частота вращения шнека и противодавление могут улучшить перемешивание материала и повысить температуру пластика, но также могут ухудшить и перегреть пластик. Как правило, в цикле достаточно времени охлаждения, чтобы можно было установить скорость вращения шнека и противодавление, не беспокоясь о добавлении времени цикла.
5. Открытая форма

После завершения фазы охлаждения и подготовки формовочной машины к следующему циклу форма открывается. В самом простом виде форма открывается, ничего интересного. Однако для более продвинутых форм может потребоваться вытяжка стержня, контроль воздушной струи или профили открытия. Эти другие аспекты открытия формы регулируются либо положением формы, либо временем во время фазы открытия формы. Как и при закрытии формы, скорость может быть изменена в различных положениях, и формовочная машина отслеживает величину силы, прилагаемой для открытия формы.
6. Выброс детали

Как только форма открыта, детали необходимо удалить. Это может быть единичный импульс системы выталкивания форм или может потребоваться изменение ходов выталкивания и робототехника. Если используется робототехника, робот, скорее всего, подаст сигнал формовочной машине о начале процесса выталкивания. В некоторых случаях этап выталкивания может происходить во время открытия формы, чтобы сократить время цикла.
После того, как детали удалены, мы завершили один цикл процесса литья под давлением. Скорость цикла определяется конструкцией детали и работой пресс-формы. Весь этот процесс может занять секунды или более минуты. Другие переменные в процессе будут включать подготовку формовочного материала, температуру цилиндра, температуру охлаждения формы, управление системой горячего литника, встроенную робототехнику и взаимозаменяемые компоненты формовочной машины.
Задача состоит в том, чтобы сбалансировать все аспекты процесса формования для производства однородных деталей. Большинство переменных, которыми управляет процессор, будут влиять на другие. Небольшие изменения на одном этапе могут иметь последствия для другого этапа процесса. К счастью для литьевых формовщиков, технология доступна нам и при правильном использовании делает процесс очень точным и последовательным.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.