ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.




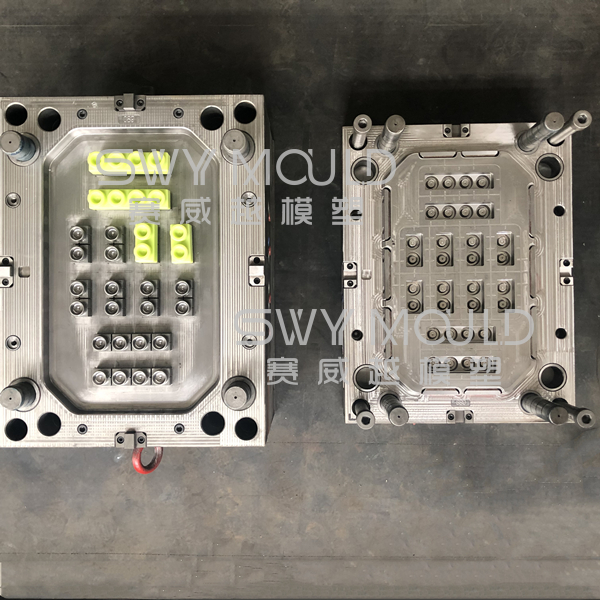
Сырье линзы: PMMA
Сырье основы: АБС-пластик
Сталь пресс-формы: S136
Основание пресс-формы: 60 #
Кол-во впадин: 2
Бегунок формы линзы: горячий бегунок
Базовый бегун формы: холодный бегун
Время T1: 45 рабочих дней
Авто пластиковые светоотражающие полосы - это основные детали в области автозапчастей, которые широко используются в автомобильной промышленности. Автомобильные отражатели обеспечивают раннее предупреждение водителей. Качество автомобильных отражателей связано с безопасностью жизни водителей автомобилей. Однако из-за качества материала автомобильных отражателей внутренняя утечка воздуха вызвала сбои в работе многих автомобильных отражателей, что влияет на нормальное вождение водителей. Стоимость существующего производственного процесса увеличивается, что увеличивает стоимость, а оптическая поверхность на отражающей поверхности сильно зависит от процесса литья под давлением. Похоже, что коэффициент отражения низкий, структура сложная, отражатель легко стареет и его легко быстро повредить, что не способствует продвижению на рынке.
Процесс тестирования автоматической пластиковой светоотражающей полосы
1. Высушите сырье.
Линза изготовлена из литого под давлением PMMA V040, а нижняя часть корпуса изготовлена из литья под давлением ABS D-180. Высушите материалы, из которых изготовлены линзы и корпус лампы соответственно; залить PMMA V040 в сушилку для сушки. Время сушки 2 часа, температура 90 ℃; АБС D-180 заливается в сушильную машину для сушки. Время высыхания 2-3 часа, температура 80-100 ℃.
2. Инъекция в линзу
Установите форму на машину для литья под давлением, предварительно нагрейте форму, линзу можно впрыснуть, когда температура предварительного нагрева достигнет 80 ℃, и поместите высушенный PMMA V040 в машину для литья под давлением. Процесс впрыска: Контроль температуры бочки: зона подачи: 70-90 ℃, зона 1: 220-230 ℃, зона 2: 240-250 ℃, зона 3: 240-250 ℃, зона 4: 230-240 ℃, зона 5 : 215-205 ℃, давление впрыска: одна секция: 110-115 кг, двухсекционная: 125-135 кг, трехсекционная: 130-140 кг, четвертая секция: 125-135 кг, давление зажима составляет 60-70 кг.
3. Литье под давлением нижней оболочки.
Установите форму на термопластавтомат и предварительно нагрейте форму. Когда температура предварительного нагрева достигает 40-80 ℃, линза впрыскивается. Поместите высушенный АБС Д-180 в термопластавтомат. Процесс литья под давлением: контроль температуры цилиндра: зона подачи: 70-90 ℃, зона 1: 220-230 ℃, зона 2: 235-245 ℃, зона 3: 235-245 ℃, зона 4: 230-240 ℃, зона 5 : 215-225 ℃, давление впрыска: одна секция: 95-105 кг, двухсекционная: 120-130 кг, трехсекционная: 105-115 кг, давление зажима 35-40 кг.
4. Осмотр деталей
Соответственно проверьте внешний вид линзы и нижней части корпуса. После того, как все в порядке, используйте отражатель с нашим оборудованием для тестирования производительности, чтобы проверить оптические характеристики объектива. После ОК поместите линзу в калибр, чтобы проверить размер и контур линзы.
5. Сварите линзу и нижнюю часть корпуса.
Для сварки используйте аппарат для сварки горячей пластиной. Используйте воздушный пистолет, чтобы удалить пыль и очистить детали. После очистки поместите детали в верхнюю и нижнюю формы сварочного аппарата для горячей плиты. Давление пневматического пистолета составляет 0,6-0,7 МПа. , Температура верхней формы составляет 355-365 ° C, температура нижней формы составляет 345-355 ° C, глубина сварки составляет 1,0 мм, и отражатель изготовлен.
6. Проверьте отражатель и проверьте внешний вид. После ОК, используйте герметичное испытательное оборудование, чтобы проверить уплотнение. После того, как все в порядке, используйте датчик, чтобы проверить зазор отражателя и разность поверхностей.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.