ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.



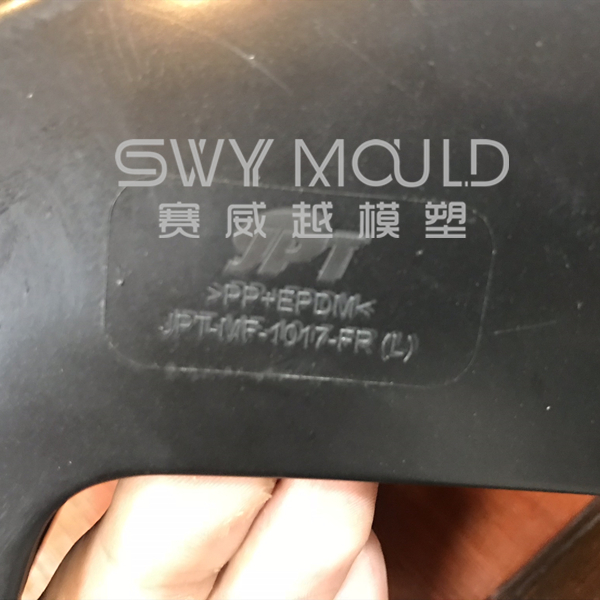
Сырье: PP + EPDM
Размер детали: 650 * 1150 * 235 мм
Толщина детали: 2 мм
Полость формы: 1 + 1, левая + правая
Сталь для полости: Thyssen Krup DIN1.2738
Сталь сердечника: Thyssen Krup DIN 1.2312
Направляющие: Thyssen Krup DIN1.2738 + Nitrided
Основание пресс-формы: 1.1730
Система впрыска: Synventive Nozzles
Система выброса: Гидравлические цилиндры
Обработка поверхности: текстура Moldtech
Принципы конструкции пластиковой формы для автомобильного брызговика
1. Основы проектирования
* Правильность размерной точности и связанных с ней размеров
В соответствии с конкретными требованиями и функциями всего изделия формованных изделий, которые определяются по внешнему качеству и конкретным размерам: формованные изделия с более высокими требованиями к качеству внешнего вида и более низкой точностью размеров, такие как игрушки и функциональные формованные изделия со строгими требованиями к размерам, камеры с строгий внешний вид и размер.
* Разумный ли угол наклона.
Угол наклона напрямую зависит от выпуска и качества формованных изделий, то есть от того, может ли впрыск плавно выполняться в процессе формования: угол наклона имеет достаточный наклон, чтобы соответствовать поверхности разъема или разъема пластмассового изделия; повлияет ли это на точность внешнего вида и размеры толщины стенок;
* Повлияет ли это на прочность определенной части формованных изделий.
2. Процесс проектирования
* Анализ и усвоение чертежей и сущностей формованных изделий (реальных образцов):
Геометрия статьи
Размеры, допуски и расчетная основа
требование навыков
Требования к поверхности
* Количество полостей и расположение полостей:
Вес продукта и объем впрыска литьевой машины
Предполагаемая площадь продукта и сила зажима литьевой машины
Внешние размеры пресс-формы и эффективная площадь пресс-формы для литьевой машины (или расстояние внутри инжекционного стержня)
Точность изделия, цвет
Имеется ли у продукта боковая сердцевина и способ ее обработки
Производственная партия продукции
Экономическая выгода (стоимость изготовления одной формы)
После того, как количество полостей определено, расположение полостей, то есть расположение полостей, расположение полостей включает размер формы, конструкцию литниковой системы, баланс литниковой системы, конструкцию механизма вытягивания сердечника (слайдера), конструкцию. сердечника и вставок, конструкции системы теплообмена, эти проблемы связаны с выбором поверхности разъема и положения затвора. Следовательно, в конкретном процессе проектирования необходимо внести необходимые корректировки для достижения более совершенного дизайна.
3. Определение поверхности разъема
* Не влияет на внешний вид
* Способствует обеспечению точности продукта, процесса формования, особенно обработки полости
* Способствует разработке системы вентиляции, выхлопной системы, системы охлаждения
* Способствует открытию формы (разделение, извлечение из формы), чтобы продукт оставался сбоку от подвижной формы при открытии формы
* Облегчить расположение металлических вставок
4. Проектирование системы розлива при литье под давлением.
Конструкция литниковой системы включает выбор основного пути потока, формы и размера поперечного сечения, выбор положения заслонки, формы заслонки и размера поперечного сечения заслонки. При использовании ворот ветка также удаляется. Следует обратить внимание на конструкцию дегазатора, опускного устройства и затворного механизма.
При проектировании ворот необходимо сначала выбрать расположение ворот.
Выбор расположения ворот напрямую связан с качеством продукта и плавным ходом процесса впрыска. При выборе места расположения ворот необходимо руководствоваться следующими принципами:
* Положение ворот следует выбирать на поверхности разъема, насколько это возможно, чтобы облегчить очистку ворот во время обработки и использования мелкосерийного литья под давлением
* Расстояние между местом расположения ворот и каждой частью полости должно быть как можно более равномерным, а процесс должен быть кратчайшим.
* Положение заслонки должно обеспечивать попадание пластика в полость, а широкая толстостенная часть полости должна использоваться для облегчения плавного протекания пластика.
* Положение ворот должно быть открыто на самом толстом участке пластиковой детали.
* Избегайте прямого попадания пластика в стенку полости, сердечник или вставку при опускании в полость, чтобы пластик мог как можно скорее затечь во все части полости, и во избежание деформации стержня или вставки.
* Старайтесь избегать появления сварных линий на изделии или появления следов сварных швов на несущественных частях изделия.
* Положение затвора и направление его притока пластика должны быть такими, чтобы пластик мог равномерно течь в направлении, параллельном полости, когда втекает в полость, и облегчал выпуск газа в полость.
* Ворота должны быть размещены на наиболее легко снимаемой части изделия, чтобы максимально не ухудшать внешний вид изделия.
5. Конструкция выхлопной системы при литье под давлением.
Выхлопная система играет жизненно важную роль в обеспечении качества продукции.
В вентиляционной канавке вентиляционная канавка обычно расположена в конце полости, где она заполнена. Глубина вентиляционной канавки варьируется от пластика к пластику и в основном определяется максимально допустимым зазором, в котором пластик не образует заусенцев, таких как ABS0. 0,04 составляет 0,02 или меньше при зольности 0,02 мм или меньше.
Используйте соответствующий зазор толкателя вставки сердечника или специальной выхлопной заглушки для выпуска выхлопных газов; иногда для предотвращения деформации продукта при выбросе необходимо предусмотреть воздушный штифт; Иногда, чтобы предотвратить вакуумную адсорбцию продукта и краткосрочное литье под давлением, конструируется антивакуумный адсорбционный элемент.
6. Проектирование системы охлаждения при литье под давлением.
Проектирование системы охлаждения является относительно сложной задачей, учитывая охлаждающий эффект и равномерность охлаждения, а также влияние системы охлаждения на общую структуру формы.
* Устройство системы охлаждения и конкретная форма системы охлаждения
* Определение конкретного места и размера системы охлаждения
* Охлаждение ключевых деталей, таких как движущиеся формы или вставки
* Охлаждение бокового слайдера и бокового сердечника
* Дизайн охлаждающего элемента и выбор стандарта охлаждения Компоненты пресс-формы для литья пластмасс под давлением
* Герметичная конструкция конструкции
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.