ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.




Пластиковая смола: PA6
Время высыхания: 6-8 часов при 90-100 ℃.
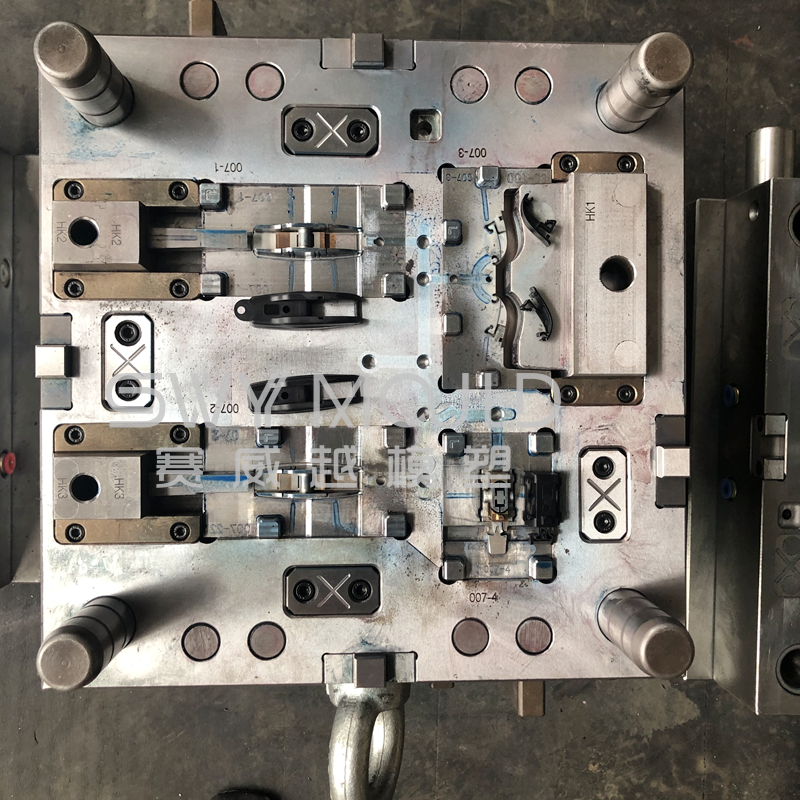
Сталь для полостей: 413
Сталь сердечника: 413 + бериллиевая медь
Основание пресс-формы: P20
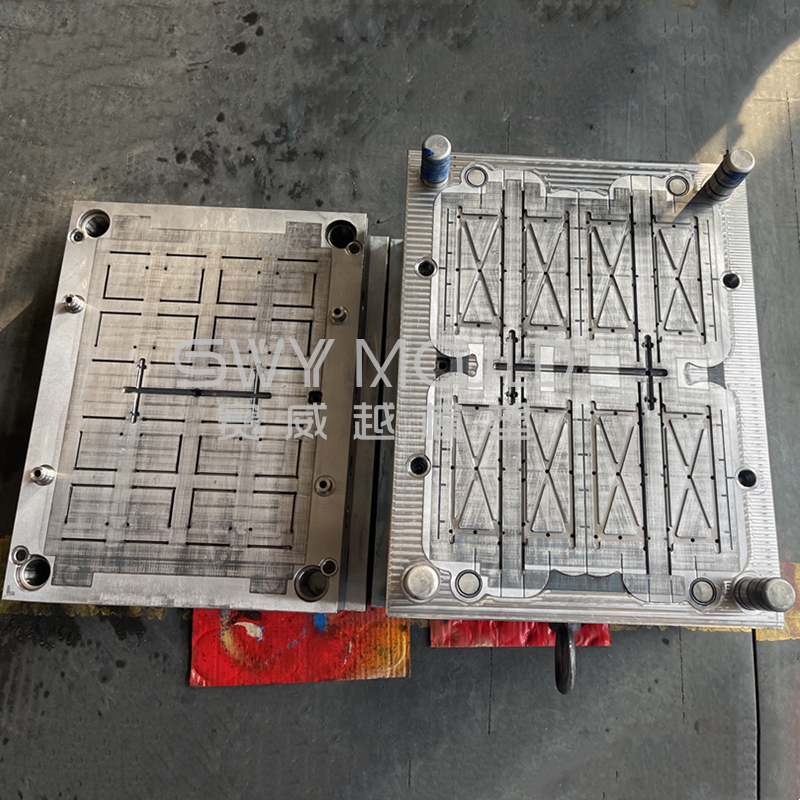
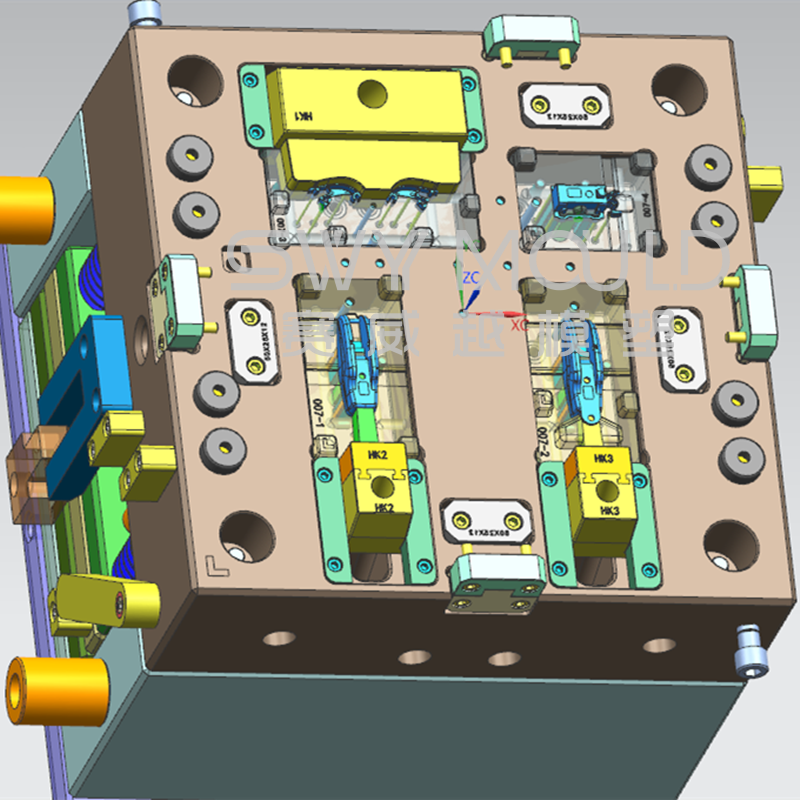
Полость формы: 1 + 1 + 1 + 2
Система впрыска: холодный бегун
Подходит машина: 168T
Сушка сырья PA6 перед массовым производством
Сушилки для пластика используются для удаления влаги (воды), которая впиталась либо на поверхность пластиковых поддонов, либо во внутреннюю структуру пластиковых поддонов, прежде чем они попадут в машину для литья под давлением для изготовления деталей.
Есть 2 группы пластиков. Первая группа будет удерживать воду только на своей поверхности (например, полипропилен), в то время как вторая группа будет поглощать ее своей внутренней структурой (например, полиэфиром ПЭТ).
Сушка необходима для обеспечения стабильного изготовления деталей хорошего качества. Пластмассы с избыточным уровнем влажности будут реагировать при обработке в цилиндре формовочной машины и будут производить побочные продукты, которые повлияют на такие параметры, как ударная вязкость готовой формованной детали.
Пластмассы, которые необходимо высушить перед массовым производством: SAN, PVC, ABS, PPO, ACRYLIC, ACETAL, PPS, POLYCARBONATE, PET POLYESTER, PEI, POLYURETHANE, NYLON, PBT POLYESTER.
Предыдущие 7 материалов необходимо сушить только по косметическим причинам. Избыточная влажность вызовет пузыри, линии потока или дефекты поверхности отформованной детали. Однако на их механические свойства влага не влияет.
Избыточная влажность следующих 6 пластиков повлияет на механические свойства отформованной детали. Деталь будет иметь пониженную прочность при ударе и растяжении, но не будет иметь никаких косметических дефектов. Этот факт очень важно знать, чтобы формовщики не полагались на визуальный контроль, чтобы гарантировать качество отформованной детали.

Для нашей автомобильной пластиковой формы для щетки стеклоочистителя время сушки сырья составляет около 6-8 часов, а температура составляет около 90-100 ℃.
Если у вас есть какие-либо вопросы по массовому производству, обращайтесь в нашу SWY MOLD.
Возвратные штифты выталкивателя для обеспечения хорошего качества формы и длительного срока службы формы
Выталкивающие штифты - это «баунсеры» в мире литья под давлением. Они применяют силу для выталкивания детали из формы и в некоторых случаях могут оставлять следы. В SWY MOLD наша цель - спроектировать и расположить штифты, чтобы минимизировать их влияние на ваши детали, и хотя мы обычно определяем размещение штифтов, клиенты могут подписаться на местах штифтов до того, как заказ будет завершен.
Штифты расположены в половине формы на стороне B, на той стороне, в которой деталь останется при открытии формы. После открытия формы штифты входят в полость формы, выталкивают деталь наружу, а затем втягиваются, позволяя форме закрываться и повторно заполняться.

Концы выталкивающих штифтов плоские и перпендикулярны направлению движения штифта. Чтобы штифты были эффективными, они должны иметь плоскую «подушечку», на которую можно упираться, и поверхность подушечки должна быть перпендикулярна направлению движения штифта. Если поверхность детали в этом месте текстурирована, гладкая поверхность колодки будет видна. А если поверхность детали не параллельна плоскому концу штифта выталкивателя, косметический эффект будет еще более очевидным.
В традиционном инструменте для производства стали можно обработать конец штифта, чтобы он соответствовал контуру поверхности детали, которая не перпендикулярна направлению движения штифта, создавая контурный штифт.
Как защитить плесень после того, как вы ее получили?
1. После получения формы вы можете увидеть почти все части формы со средством для защиты от ржавчины, и плесень за пределами нашего рабочего также распространяет достаточно жира и масла. После этого покрыли плесень пленкой.
2. Перед началом производства следует использовать чистящее средство, чтобы очистить его, если на вашем производстве необходимо заменить другую форму на машину, тогда эта форма внутри должна распылять достаточно средства против ржавчины, по крайней мере, снаружи, если вы не возражаете, тогда не нужно наносить масло. .
3. Распылите достаточное количество средства для защиты от ржавчины внутри каждого места, и все водопроводные трубы должны проталкивать всю воду как можно более сухими.
4. После завершения всех работ держите форму закрытой.
Когда фабрика SWY MOLD организует отгрузку, мы гарантируем, что все чистые и без ржавчины, но защита форм должна зависеть от клиента после получения формы. Пожалуйста, позаботьтесь обо всех наших стальных формах, если они не защищены хорошо, они легко ржавеют.
Какая компания по производству пресс-форм является хорошей?
SWY MOLD хотела бы обсудить с вами, как найти хорошую компанию по производству пресс-форм в Китае.
Быть производителем пластиковых форм для литья под давлением сегодня означает больше, чем просто резку стали.
Изготовитель пластиковых форм должен поддерживать своего клиента в области литья под давлением с самого начала разработки концепции новой детали до массового производства деталей, особенно при попытке сократить время цикла за счет использования пластиковых форм для литья под давлением.
Изготовитель пресс-форм должен знать, какие вопросы задавать, и внимательно следить за проблемами проектирования деталей, которые могут затруднить формование и изготовление пресс-форм. Изменения, внесенные на ранних стадиях, могут сэкономить формовщику тысячи долларов на отходах с точки зрения брака и сокращения продолжительности цикла. Это означает, что формовщик может заработать больше денег, быстрее завершить работу и не будет страдать от стресса и головных болей, связанных с неправильным принятием решений, которые часто случаются в начале цикла разработки продукта.
Изготовитель пластиковых форм также должен присутствовать при вводе формы в эксплуатацию. Чаще всего новые пресс-формы не тестировались в производственных условиях, и у них обычно возникают некоторые незначительные проблемы, связанные с производством пресс-форм. Изготовителю пресс-форм необходимо увидеть, как это повлияет на производство, и обсудить с формовщиком лучший способ исправить это. Еще одна причина, по которой производитель пресс-форм должен присутствовать при вводе в эксплуатацию, - это обеспечение правильного подключения водяных контуров. Водяные контуры не должны закольцовываться, так как это может вызвать проблемы с качеством деталей, например коробление.
Баланс цены и качества. Проведите исследование и заплатите немного больше, чтобы получить пресс-форму, которая будет стабильно производить качественные пластиковые детали. Низкая цена - это не последнее стремление, нам нужно учитывать более низкие показатели затрат. Поэтому вам необходимо обсудить с компанией по производству пресс-форм более подробную информацию о вашем проекте. Добро пожаловать в Shine, мы расскажем вам больше о технологии изготовления пластиковых форм для литья под давлением и о том, как добиться лучшего соотношения цены и качества за ваши деньги и время.
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.