ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Систему вентиляции с горячим литником можно рассматрива […]
Систему вентиляции с горячим литником можно рассматривать как продолжение оборудования для литья под давлением. Функция горячеканальной системы заключается в адиабатической доставке расплава термопласта к формовочной головке или непосредственно в матрицу.
Горячий желоб может нагреваться независимо, но с термоизоляцией в форме для литья под давлением, так что он может индивидуально компенсировать потери тепла, вызванные контактом с «холодной» формой. Горячеканальные пресс-формы успешно используются для обработки различных пластмасс. Почти все пластмассовые материалы, которые можно обрабатывать с помощью форм с холодными литниками, можно обрабатывать с помощью форм с горячими литниками.
Самая маленькая часть составляет менее 0,1 грамма, а самая большая часть - более 30 килограммов. Горячеканальные пресс-формы широко используются в области электроники, автомобилей, медицинского обслуживания, предметов первой необходимости, игрушек, упаковки, строительства и офисного оборудования.
Успешный проект применения горячеканальных пресс-форм требует наличия нескольких ссылок. Среди наиболее важных - два технических фактора: первый - это контроль температуры пластика; второй - контроль пластического течения.
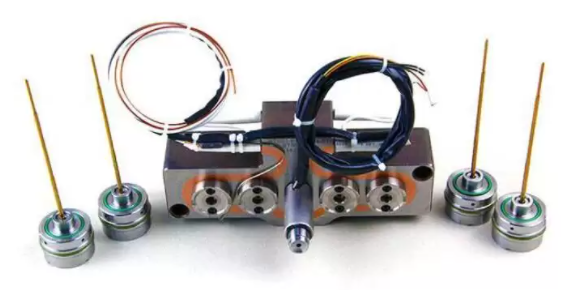
Типичная горячеканальная система состоит из следующих частей
1. Горячеканальная пластина (КОЛЛЕКТОР)
2. Сопло
3. Регулятор температуры
4. Вспомогательные части
Преимущества горячеканальной пресс-формы
1. Сократите цикл формования деталей.
2. Сохраните пластиковое сырье.
3. Сократите количество отходов и улучшите качество продукции.
4. Устранение последующих процессов, что способствует автоматизации производства.
5. Расширьте область применения технологии литья под давлением.
Типы и области применения горячеканальных систем
При применении горячеканальной технологии очень важен правильный выбор типа ворот. Тип ворот напрямую определяет выбор компонентов горячеканальной системы, а также производство и использование форм. Следовательно, в соответствии с различными типами затворов, горячеканальную систему можно разделить на три типа: горячеканальную систему с горячим наконечником, горячеканальную систему с литниковой и клапанную горячеканальную систему. Каждый тип горячеканальной системы имеет важное применение. Особенности и сфера применения.
При выборе типов литников и горячеканальных систем необходимо учитывать множество факторов, наиболее важными из которых являются тип пластмассовой матрицы и добавок, вес и размер деталей, требования к качеству деталей, срок службы инструмента, и производственные требования к деталям.
1. Система горячеканальной системы Hot Tip (HOT TIP)
Его принцип работы заключается в объединении ГОРЯЧИХ НАКОНЕЧНИКОВ на переднем конце форсунки с системой охлаждения для точной регулировки и контроля температуры обработки пластикового литья на воротах. Поэтому материал изготовления и форма вставки сопла HOT TIP очень важны.

Горячеканальная система HOT TIP может использоваться для обработки большинства кристаллических и аморфных пластиков, таких как PP, PE, PS, LCP, PA, PET, PBT, PEEK, POM, PEI, PMMA, ABS, PVC, PC, PSU, TPU и т. Д. Вообще говоря, ворота с горячим наконечником в основном используются для обработки мелких и средних деталей, особенно для обработки мелких деталей.
Диаметр секции ворот обычно составляет 0,5-2,0 мм. Определение диаметра секции ворот в основном определяется весом и толщиной стенки детали, и, конечно же, необходимо также учитывать требования к материалам и качеству детали. Если используется шибер с меньшим диаметром поперечного сечения, шибер будет быстро закрываться после завершения этапа заполнения впрыском, следы шибера на детали будут небольшими, а поверхность детали будет иметь хороший внешний вид и качество. .
Если диаметр затвора слишком мал, скорость сдвига будет слишком высокой, когда пластик протекает через затвор, что серьезно повредит структуру молекулярной цепочки расплава пластика или добавленных материалов в пластике, что приведет к получению неквалифицированных продуктов, которые не могут соответствовать требованиям. требования к использованию. При выборе размера ворот обычно сначала определяют размер ворот в соответствии с толщиной стенки у части ворот: диаметр ворот = (0,75–1,0) толщине стенки у части ворот. Меньшее значение используется для обработки легкотекучих пластмасс, а большее значение используется для обработки трудно текучих пластмасс или пластиков, чувствительных к сдвигу.
Обычно заслонка для горячего наконечника открывается непосредственно на детали, но ее также можно открыть на холодном канале, а затем на детали открывается заслонка для холодного наконечника. Это система пресс-форм, сочетающая в себе горячие и холодные лотки. При использовании ворот с горячим наконечником для изготовления пластиковых деталей всегда будет больше или меньше следов ворот на деталях. Часто метки ворот будут выше, чем поверхность детали, что влияет на красоту детали или влияет на сборку с другими деталями. Поэтому при выборе места расположения ворот старайтесь размещать ворота в скрытой утопленной части детали.
2. Горячекатаный литниковый затвор
В системе горячеканального литника пластик попадает в полость формы через открытый желоб (ОТКРЫТАЯ ТРУБА). Потеря давления пластического потока на затворе мала. Система горячеканального литника больше подходит для литья под давлением деталей среднего размера и веса.

Преимущество использования системы горячеканального литника заключается в том, что пластик подвергается низкой скорости сдвига, когда он протекает через шибер и заполняет форму, остаточное напряжение после формирования детали невелико, степень деформации мала, а механические Прочность детали относительно хорошая. По сравнению с литниками с горячим наконечником литниковые литники больше по размеру, поэтому следы от литников также могут быть больше.
Поэтому в обычных условиях пресс-формы со строгими требованиями к эстетике ворот часто используют литье пластмасс под давлением; а внутренние структурные элементы, не требующие высокой эстетики для ворот, могут быть изготовлены с помощью горячеканальной системы литникового типа.
Люди часто используют литниковый канал в сочетании с холодным каналом, то есть литниковое сопло используется в качестве основного литника, а литник открывается на холодном канале. В этом случае литниковый затвор можно открыть больше, чтобы облегчить прохождение пластика, потому что никого не волнует размер отметок литника на холодном канале.
Как и в случае применения горячеканальных систем с горячим наконечником, чрезвычайно важен контроль температуры пластика и температуры пресс-формы на воротах. Вокруг ворот необходимо установить отдельный охлаждающий контур. Поскольку размер литникового шибера относительно велик, если температура у шибера не контролируется должным образом, более вероятно, что шибер не сможет герметизировать пластик, вытекающий после открытия формы.
Вставки форсунок горячеканальной литниковой системы также имеют различные размеры и формы, а также материалы, из которых они изготовлены. Необходимо учитывать типы обрабатываемых пластиков (например, кристаллические пластики или аморфные пластики) и условия охлаждения затвора.
3. Горячий бегун затвора клапана.
Этот тип горячеканальной системы имеет много преимуществ, которых нет у систем с горячим наконечником и литниковой направляющей. Например, время открытия и закрытия ворот можно контролировать искусственно, ворота гладкие и плоские, а область применения технологии горячеканальных систем может быть расширена.
Поскольку задвижка клапана закрывается механическим действием иглы клапана, время охлаждения пластика на задвижке не ограничивается, поэтому система бегунков задвижки клапана иногда может значительно сократить цикл производства и формования пластмассовых деталей. Затвор можно открыть и на больший размер, что очень хорошо для обработки пластиков, чувствительных к сдвигу. Метод вентильного затвора позволяет обрабатывать как мелкие детали весом в несколько граммов, так и крупные детали весом в несколько килограммов. Все виды инженерных пластиков могут использоваться для обработки деталей с задвижками. Если в наборе форм имеется несколько полостей разного размера, если используется система направляющих клапана, можно контролировать время открытия и закрытия каждой заслонки, чтобы реализовать соответствующую регулировку и управление потоком каждой полости. Это имеет большое значение для пресс-форм с одной формой и несколькими гнездами самых разных форм и размеров. Для высокой производительности многослойных форм с разделительной поверхностью, только за счет использования горячеканальной системы клапанного типа.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.
