ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.
Литье под давлением - один из наиболее широко используе […]
Литье под давлением - один из наиболее широко используемых производственных процессов во всем мире, и для этого есть веские причины. Это невысокая стоимость, может использоваться в массовом производстве и не требует слишком больших усилий при проектировании. Это сделало процесс наиболее идеальным для производства продуктов, которые используются в повседневной жизни людей. Но есть одна часть литья под давлением, о которой многие люди ничего не знают, - это вентильная система.
Мы собираемся изучить, что такое литниковая система для литья под давлением, типы, которые существуют в производственном пространстве, как они влияют на конечный продукт, конструктивные дефекты, вызванные системой, и как система литниковой формы спроектирована в производственном помещении. первое место. Если вам было любопытно узнать, как все это работает, оставайтесь до конца и получите просветление.
Что такое литниковая система для пластиковых форм для литья под давлением?
Затворная система для литья под давлением относится к каналам, через которые проходит расплавленный материал, будь то пластик или металл, когда он входит в полость формы или котел. Он состоит из нескольких частей, которые работают независимо друг от друга, чтобы гарантировать, что все идет в соответствии с дизайном.
Вентиляционные системы бывают разных форм, размеров и конструкций в зависимости от производимого конечного продукта. При проектировании стробирующей системы необходимо обратить внимание на некоторые важные факторы, которые мы изучим позже, чтобы она могла функционировать так, как задумано. Чтобы лучше понять, как работает система ворот для литья под давлением, важно ознакомиться с элементами, составляющими всю систему.
Элементы литниковой системы
Каждая литниковая система для литья под давлением состоит из определенных частей, которые обеспечивают работу всей конструкции. Любое небольшое отклонение от нормы - и все взорвется. Ниже приведены основные элементы литниковой системы, предназначенной для литья под давлением.
1. Литниковый канал
Это то, что подает расплавленный материал в желоб, который одновременно достигает отливки, проходя через затворы. Литники обычно имеют конусообразную форму и имеют большие верхние концы. Эта конструкция разработана специально для того, чтобы помочь форме эффективно принимать расплавленный материал.
2. Разливочные бассейны
Разливочная емкость - это то, что позволяет тиглю или ковшу направлять поток расплавленного материала из тигля в литник. Это то, что помогает поддерживать необходимый поток расплавленного материала в форму за счет уменьшения турбулентности, которая обычно образуется на входе в литник. Это также помогает отделить шлак и шлак от расплавленного материала до того, как он попадет в литник.
3. Бегун
Это канал, прорезанный в форме, работа которого заключается в том, чтобы позволить расплавленному пластиковому материалу течь из форсунки для впрыска в полость формы. Бегунок был установлен в систему, чтобы противостоять различным изменениям, которые происходят во время впрыска из-за изменений температуры и толщины формы. По сути, он нужен для того, чтобы сбалансировать ситуацию, чтобы дать процессу впрыска больше времени для того, чтобы нужное количество материала заполнило тигель.
4. Подступенки
Стояки предназначены для противодействия эффектам затвердевания расплавленного материала в разное время. Обычно это приводит к образованию полостей в продукте, которые могут нарушить его функциональность. Райзеры предотвращают это, подавая расплавленный материал в отливку по мере продолжения процесса затвердевания; это приводит к образованию полостей в стояках вместо формованного изделия.
5. Гейтс
Это канал, который соединяет бегунки с полостью формы и через который расплавленный материал попадает в полость формы. Размер ворот во многих отношениях определяет характер конечного продукта, и существует около трех типов ворот; верхняя заслонка, нижняя заслонка и боковая заслонка линии разъема. Каждый из них разработан по определенной причине и по-разному влияет на конечный продукт.
Типы литниковой системы в пресс-форме для литья пластмасс под давлением
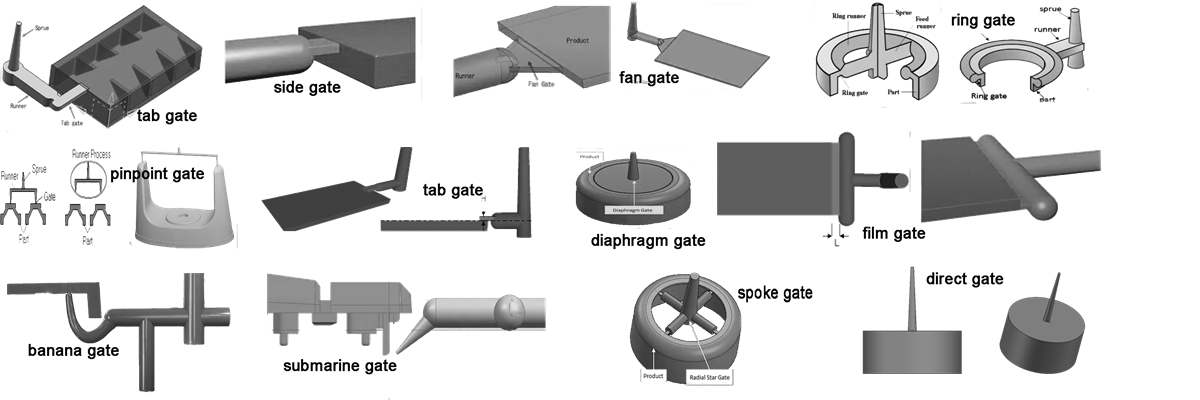
Существуют различные типы ворот для литья под давлением, которые широко используются производителями пластмасс. Каждый из них разработан уникальным образом, что делает их функциональными в различных областях. Ниже приведены наиболее распространенные типы ворот, используемых при литье под давлением.
1. Боковые ворота - обычно используются для форм с двумя или более полостями. Его кладут сбоку от форм, а ворота делают вручную резаком.
2. Туннельные ворота - также известные как подводные ворота, могут быть размещены сбоку от подвижных частей формы. Он автоматически обрезается при открытии формы. Ворота также размещаются снизу, что лучше, чем боковые ворота, потому что они не оставляют следов на поверхности.
3. Банановые ворота - они похожи на ворота туннеля, но, как следует из названия, имеют форму банана. Это более новый тип ворот, не оставляющий следов на поверхности.
4. Вентиляционная заслонка - обычно используется для больших или плоских деталей. Он укладывается по бокам и вручную режется резаком.
5. Пленочный затвор - используется для деталей из тонких пластин.
6. Штыревой затвор - для деталей, имеющих несколько полостей или камер. Обычно он располагается вверху.
7. Литниковый затвор - этот затвор подходит для однокамерных деталей и толстых секций, потому что он хорошо выдерживает давление. Недостаток этих ворот в том, что сверху оставляют отметку.
8. Диафрагменный затвор - используется для цилиндрических или круглых деталей. Он используется, когда следы или линии сварки на детали недопустимы.
9. Горячеканальный затвор - диаметр сопла как можно меньше, используется для тонкостенных деталей, требующих коротких циклов литья под давлением. Недостаток в том, что он вызывает рябь на поверхности.
Выбор правильного типа ворот для качественного литья под давлением очень важен, наши опытные конструкторы пресс-форм должны тщательно взвесить все, прежде чем решить, какие подходящие ворота следует использовать. Чтобы сделать правильный выбор, необходимо учитывать характеристики продукта, форму и форму, размер и другие компоненты. Конечный продукт, стоимость и отходы материала будут учтены, если будет выбран неправильный тип ворот. Также следует учитывать размер, форму и расположение ворот.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.
