ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


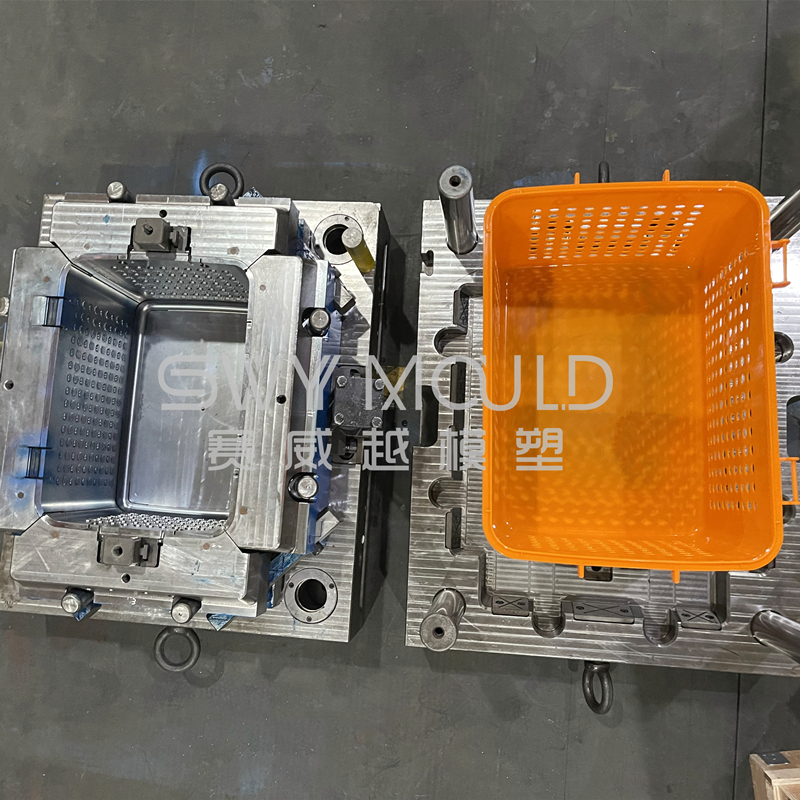
Использование детали: для блокировки стопора Shag Stop - портативной системы обратного упора, устанавливаемой на воротах для лакросса и хоккея (например, на втором изображении)
Материал детали: стекловолокно + 30% нейлон, анти-УФ
Особенность детали: сложная конструкция, внутренняя резьба
Материал пресс-формы: H13
Полость формы: 1
Тип литья: полный автоматический
Время выполнения: 50 дней после завершения проектирования
Эта форма сделана для нашего американского клиента, который продает более эффективные методы и продукты для целевых видов спорта, под названием Lax Dog. Наш клиент прислал нам трехмерный дизайн для этого продукта с замком с кронштейном, но это всего лишь дизайн, реального объекта нет. Поэтому, обсуждая с нашим заказчиком, мы сделали для него 3D-прототип, чтобы проверить выполнимость. Только после того, как все подтвердилось, приступили к изготовлению формы.
Можете ли вы проверить использование этого замка для кронштейна для продукта клиента SWY:
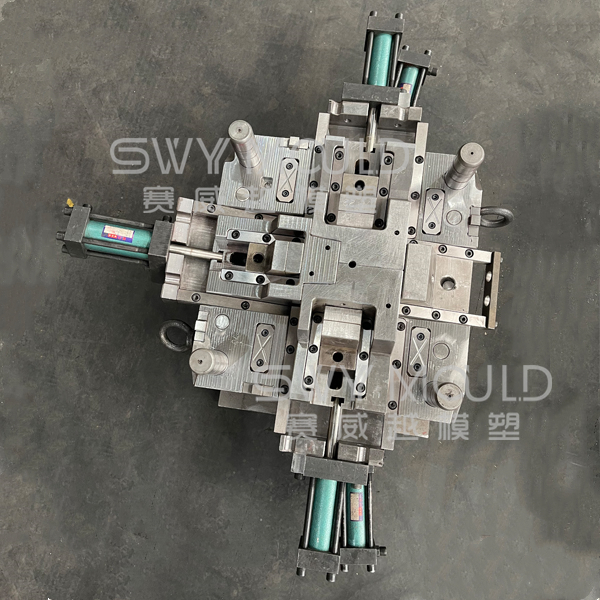
Конструкция системы блокировки пресс-формы
Когда мы проектируем пресс-форму, если угловой ползун слишком длинный, нам нужно использовать блокирующий блок, чтобы штифт углового ползунка был короче и прочнее. Если не сделать стопорный блок, угловой штифт ползуна может сломаться во время работы.

Преимущество блока:
Простота установки и обслуживания, хотя форма с угловым штифтом была сломана при использовании для производства, ее не нужно отправлять с машины для литья под давлением для ее замены.
Как выбрать угол наклона стопорного блока и углового пальца ползуна?
Для этой картинки мы будем называть:
Угол углового штифта составляет: a
Угол блока: b

* Если a> b:
Если угол углового штифта больше, чем угол блока. плесень повреждает.
* Если a = b:
Если угол углового штифта и угол блока равны, код слайда не может перемещаться.
* Если a <b:
Если угол углового штифта меньше, чем угол блока, блок и штифт соприкасаются легко, движение плавное.
Из трех вышеперечисленных типов угол углового штифта меньше, чем угол блока. Когда мы проектируем пресс-форму, угол углового штифта обычно меньше 25 градусов, примерно 12-25 градусов.
На картинке ниже показаны 2 типа блоков и угловые штифты.
Для концепции A мы используем один болт, чтобы прикрепить блок к полости.
Для концепции B мы будем использовать два болта для больших блоков.

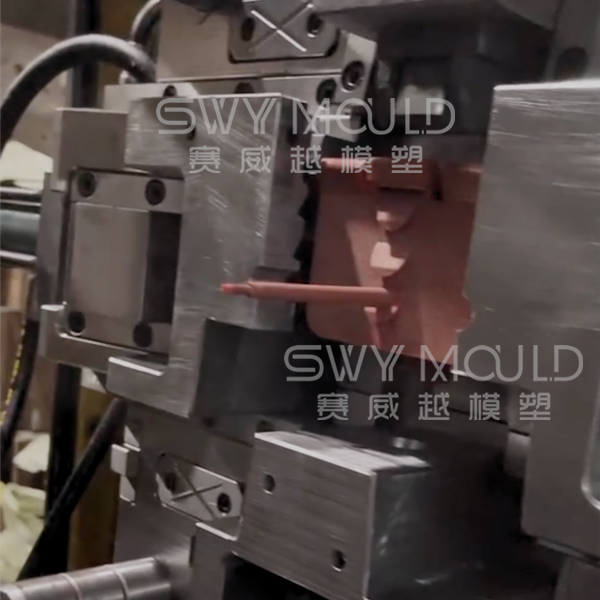
Также для этой формы необходимо вставить вставку в изделие при работе в термопластавтомате.
Технология формования вставок
Формование со вставкой - это метод литья под давлением, при котором вставка (металлическая деталь или другой вставленный элемент) устанавливается внутри полости, пока форма еще открыта, а затем форма закрывается и выполняется литье под давлением. Этот метод используется для литья под давлением корпусов, в которых латунные винты или валы отформованы со вставкой, или для электронных компонентов, в которых металлические клеммы или контакты отформованы со вставкой.
Способы реализации вставного литья
Самый простой способ размещения вставок внутри полости - прикрепить к полости вручную или с помощью роботов вставки, которые обрабатываются отдельно как отдельные детали (рис. 1).
![[Fig. 1] Example of insert molded items](http://www.misumi-techcentral.com/tt/en/mold/images/129_01.gif)
Для эффективного изготовления большого количества деталей был также предложен метод прогрессивного формования, при котором формование выполняется последовательно после автоматической подачи в полость металлического обруча, в котором необходимые формы были предварительно сформированы с помощью прогрессивного пресса. формовочная матрица (рис. 2).
![[Fig. 2] Hoop feeding type insert molding method](http://www.misumi-techcentral.com/tt/en/mold/images/129_02.gif)
Поскольку метод формования со вставкой представляет собой способ изготовления формованного изделия путем комбинации металлической формованной детали и пластика, необходимо накопить ноу-хау путем проб и ошибок, чтобы объединить материал с различными свойствами, такими как коэффициент теплового расширения. , коэффициент теплопередачи, прочность и т. д.
Хорошая конструкция пресс-формы для литья под давлением будет затруднена, если не будут изучены точность и возможности штамповки.
Вставное формование - это метод формования, который предлагает дополнительные преимущества в дополнение к тому, что дает возможность производить по недорогим ценам различные прецизионные электронные компоненты или формованные изделия превосходного качества для автомобильных деталей. Напротив, без высоких технических возможностей невозможно стабильно производить большие количества.
Можно сказать, что японская технология прецизионного формования пластин и технология подготовки пресс-форм являются лучшими в мире.
Чтобы реализовать литье со вставкой на практике, передовые достижения в области проектирования и изготовления пресс-форм, например, технологии позиционирования или технологии обработки деталей пресс-формы и т. Д., Должны быть включены в технологию проектирования пресс-форм для пластмасс. гибкий способ.
![[Fig. 3] Example of insert molded item](http://www.misumi-techcentral.com/tt/en/mold/images/129_03.gif)
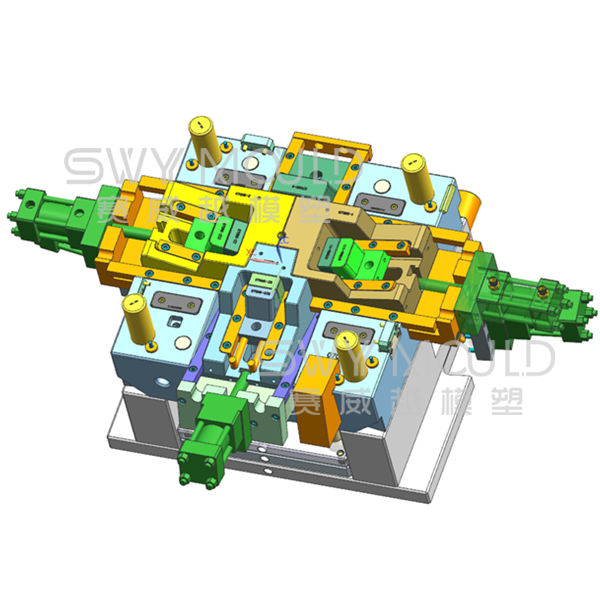
Просмотр механического движения пресс-формы и видео испытаний от SWY MOLD
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.