ИСПОЛЬЗОВАНИЕ НАУЧНОЙ ТЕХНИКИ ФОРМОВАНИЯ ДЛЯ ОБЕСПЕЧЕНИЯ ХОРОШЕЙ ФОРМЫ.


Настройте форму для литья под давлением по оригинальному образцу.
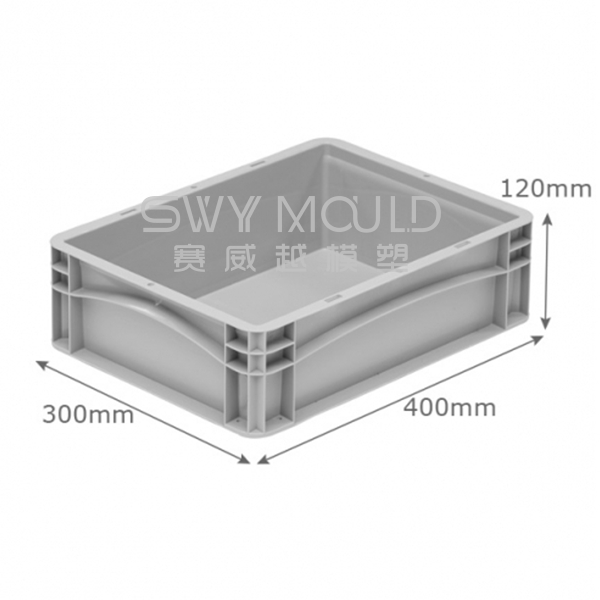
Внешние размеры: 400 х 300 х 120 мм
Внутренние размеры: 367 x 268 x 117 мм
Вес детали: 0,69 кг
Материал детали: полипропилен (пищевой)
Сталь пресс-формы: H13
Основание пресс-формы: LKM
Система бегунов: Юдо горячий бегун
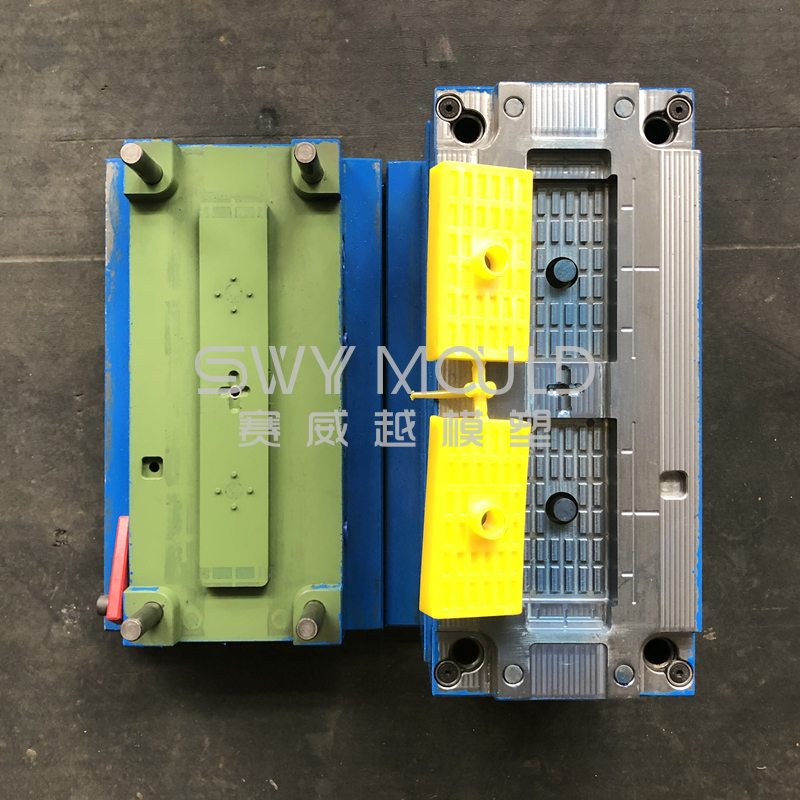
Особенность и уникальность конструкции конструкции пресс-формы для штабелирования пластиковой евро-тары.
Конструкция пресс-формы использует четырехстороннее открытие пресс-формы, двухступенчатую структуру с верхним выходом, прочность и жесткость большой пресс-формы для расчета.
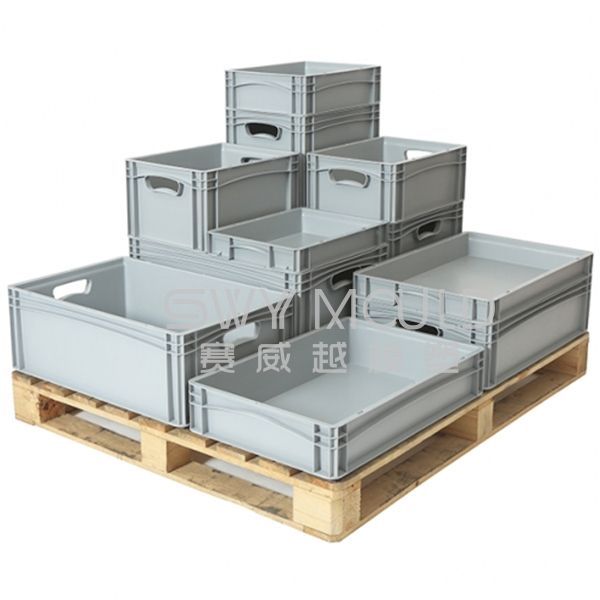
Требования к конструкции пластиковой тары. Крупногабаритная пластиковая тара используется для перевозки консервов, другой продукции промышленных предприятий, полуфабрикатов. Это означает, что требуются формы для промышленных деталей, такие как форма для ящиков для рыбы / форма для ящиков для овощей / форма для ящиков для хлеба / форма для пивных ящиков / форма для штабелирования контейнеров. Поэтому его необходимо транспортировать в большом объеме, но при небольшом весе, поэтому расчетный вес штабелируемого контейнера составляет 2 ~ 2,1 кг. Одна сумка загружается 65 кг и может штабелировать до 7 слоев. Следовательно, несущая способность превышает 50 МПа. При этом требуется, чтобы изделия оборотного ящика падали с высоты 20 м без повреждений. Следовательно, конструкция оборотной коробки имеет пять сторон (четыре стороны и нижняя поверхность), каждая из которых имеет ребра жесткости.
1. Требуются вес и объем проектируемых пластмассовых деталей пресс-формы. Чтобы пресс-форма была небольшой по весу и объему, она составляет лишь одну треть объема пресс-формы при использовании обычного пути потока и механической конструкции с боковым разделением.
2. Требования к устройству и эксплуатации. Конструкция пресс-формы для пластиковых контейнеров должна быть компактной, а эксплуатационные требования - высокими. Если это конструкция с боковым разделением, тип времени сброса должен быть гибким.
3. Это может уменьшить количество сырья, улучшить качество сырья и улучшить коэффициент использования материалов.
4. Требования к времени обработки. Это может сократить время охлаждения пластиковых контейнеров и сократить цикл формования.
5. Такой подход к проектированию требует снижения общих затрат на пресс-форму и производство.
Оценка эффекта контроля качества завершения производства. За более чем десятилетнюю практику производства литья под давлением, производство больших термопластавтоматов от 4000 г до 10 000 г, производство оборотных коробок сформировало сериализацию и стандартизацию. За годы производственной практики вышеупомянутая концепция конструкции оборотной коробки была широко принята некоторыми производителями пластиковых форм для литья под давлением и также обеспечила хорошую экономическую эффективность.
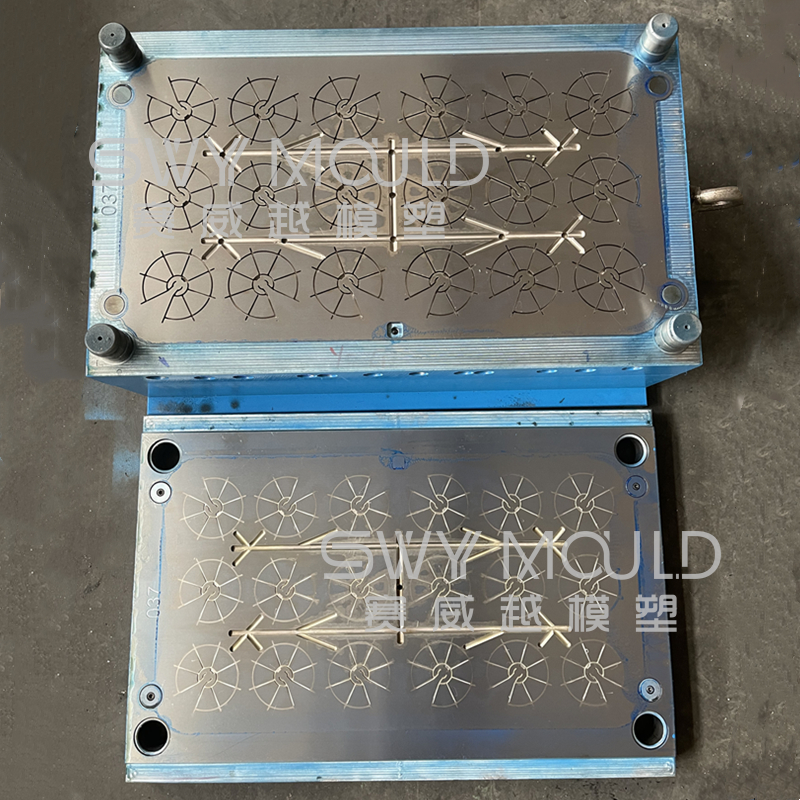
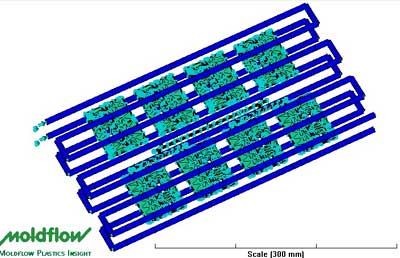
При проектировании пластиковых форм для штабелирования контейнеров в евро, программное обеспечение для анализа потока может использоваться для расчета и анализа, чтобы повысить вероятность успеха конструкции пресс-формы и качество пластиковых форм. Если будет принята технология горячеканального типа, можно оптимизировать структуру пластиковых деталей пресс-формы, сократить цикл формования, а при проектировании и обработке можно использовать усовершенствованный режим механического выталкивания, что может повысить надежность перемещения пластиковых частей пресс-формы.

Преимущества анализа плесени
Сегодня программное обеспечение для анализа потока в пресс-форме (MFA) может моделировать поток пластика через предлагаемую пресс-форму, позволяя усовершенствовать конструкцию пресс-формы и производить высококачественные детали - и все это до того, как на инструменте будет выполнена какая-либо обработка! MFA позволяет дизайнерам заглянуть в будущее, показывая им, как пластик будет заполнять полости формы, и указывая на потенциальные проблемы.
Вот некоторые из преимуществ, которые вы можете ожидать от их программного обеспечения:
1. Оптимизированное расположение затворов. Раньше затворы (те области, которые контролируют поток пластика в полости) сначала делали меньше, а затем повторно обрабатывали после отбора проб детали - дорогостоящий и трудоемкий этап.
2. Полости формы, которые заполняются равномерно и равномерно.
3. Способность находить визуальные дефекты: воздушные ловушки и следы погружения обнаруживаются и устраняются заранее.
4. Решены проблемы с толщиной стенок.
5. Недостатки конструкции можно исправить.
6. Перед производством можно оценить различные материалы.
7. Возможно улучшение технологичности детали.
8. Время, необходимое для вывода ваших запчастей на рынок, сокращается.
Что будет анализ в анализе плесени?
1. Анализ заполнения
Анализ заполнения - это первый этап моделирования литья пластмасс под давлением. При анализе заполнения мы определим:
* Сбалансированное заполнение
* Расположение ворот
* Требуется количество ворот
* Размеры ворот / бегунков
* Расположение линий сварки
* Скорость сдвига / напряжение сдвига
* Время заслонки клапана (при необходимости)
* Давление наполнения
* Температура фронта расплава
* Условия обработки
2. Анализ упаковки
Анализ упаковки - это второй этап моделирования литья пластмасс под давлением. В ходе анализа упаковки мы определим:
* Тоннаж зажима
* Профиль упаковки
* Плотность
* Объемная усадка
3. Классный анализ
Анализ охлаждения - это третий этап моделирования литья пластмасс под давлением. При анализе охлаждения мы определим:
* Время охлаждения
* Температура охлаждающей жидкости
* Убедитесь, что линии охлаждения обеспечивают приемлемое охлаждение деталей.
* Время цикла
4. Анализ деформации
Анализ коробления - четвертый и последний этап моделирования литья пластмасс под давлением. При анализе деформации мы определим:
* Величина смещения в направлениях X, Y и Z
* Усадка детали
5. Отчеты
После завершения работы мы предоставим:
* Отчет Power Point, показывающий заливку, упаковку, охлаждение и деформацию
* Анимация заливки
* Деформация анимации и деформации stl
* Просмотрщик файла (при необходимости)
* Технологический лист оператора
Taizhou Saiweiyue Mould & Plastic Co., Ltd.
Используя научную технику изготовления форм, вы получите хорошие формы.

авторское право © TAIZHOU SAIWEIYUE MOULD & PLASTIC CO., LTD.